您当前的位置:首页>论文资料>数控铣齿加工切削力分析及工艺参数优化
内容简介
 数事执术海a用
数事执术海a用数控技术
数控铣齿加工切削力分析及工艺参数优化
刘芳
(江苏连云港工贸高等职业技术学校机械工程系江苏连云港222061)
摘要:高速镜制加工要求切制速度快,加工效率高。对成型镜齿加工过程及镜制力进行理论分析,建立以最高工作效率为评价标准的目标面数,以进给速度和主轴转速为初削参数的优化模型,利用matlab款件编写程序求得优化结果
关键调:成型镜齿加工参数镜制力优化
中图分类号:TG76
文献标识码:A
文章编号:1007-9416(2011)12-0025-01
高速铣削加工是近几十年来广泛应用与发展的一种先进制造技术。在实际生产过程中,对于高速铣齿加工用传统的方法难以确定最合理的切削用量。为了获得机床最大的工作效率对铣削力性质进行分析,结合实验与主要切削参数优化研究获取最优切副参数组合。
1、切削力模型分析
高速成形铁削加工的加工过程为粗加工,所以对表面质量要求不高。机床工作时,刀盘对准齿廓位置由上至下进给加工齿廊,每完
成一次走刀即完成一个齿廉的加工。 2、铁削参量的分析
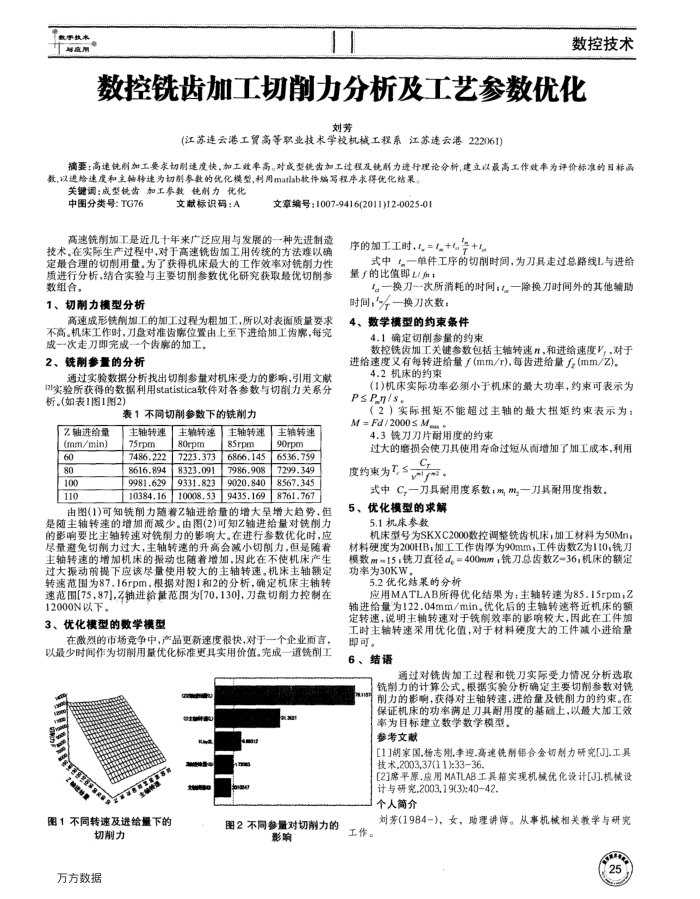
通过实验数据分析找出切削参量对机床受力的影响,引用文献 121实验所获得的数据利用statistica软件对各参数与切削力关系分析。(如表1图1图2)
表1不同切削参数下的铣削力
Z轴进给量(mm/min)
60 80 100 110
主轴转速 75rpm 7486.222 8616.894 9981.629 10384.16
主输转速 80rpm 7223.373 8323.091 9331.823 10008.53
主轴转速 85rpm 6866.145 7986.908 9020.840 9435.169
主轴转速 90rpm 6536.759 7299.349 8567.345 8761.767
由图(1)可知铣削力随着Z轴进给量的增大呈增大趋势,但是随主轴转速的增加而减少。由图(2)可知Z轴进给量对铣削力的影响要比主轴转速对铣削力的影响大。在进行参数优化时,应尽量避免切力过大,主轴转速的升高会减小切削力,但是随着主轴转速的增加机床的振动也随着增加,因此在不使机床产生过大振动前提下应该尽量使用较大的主轴转速。机床主轴额定转速范围为87.16rpm,根据对图1和2的分析,确定机床主轴转速范围[75,87],Z轴进给量范围为[70,130],刀盘切削力控制在 12000N以下。
优化模型的数学模型 3
在激烈的市场竞争中,产品更新速度很快,对于一个企业而言,以最少时间作为划前用量优化标准更具实用价值。完成一道统削工
3
oas
图1不同转速及进给量下的
切力
万方数据
o
图2不同参量对切削力的
影响
序的加工工时,,=++
式中一单件工序的切削时间,为刀具走过总路线L与进给量了的比值即L/血:
。一换刀一次所消耗的时间:。一除换刀时间外的其他辖助时间:%一换刀次数:
4、数学模型的约束条件
4.1确定切削参量的约束
数控铣齿加工关键参数包括主轴转速,和进给速度V,对于进给速度又有每转进给量了(mm/r),每齿进给量J,(mm/Z)。
4.2机床的约束
(1)机床实际功率必须小于机床的最大功率,约束可表示为 P≤Pn/s。
(2)实际扭矩不能超过主轴的最大扭矩约束表示为: M = Fd / 2000 ≤ M.
4.3刀刀片耐用度的约束
过大的磨损会使刀其使用寿命过短从而增加了加工成本,利用
度约束为,s
Cr
式中C,一刀具耐用度系数;m,m,一刀具耐用度指数。 5、优化模型的求解
5.1机床参数
机床型号为SKXC2000数控调整铣齿机床,加工材料为50Mn;材料硬度为200HB,加工工作齿厚为90mm,工件齿数Z为110,铣刀模数m=15,铣刀直径d,=400mm,铣刀总齿数Z=36;机床的额定功率为30KW,
5.2优化结果的分析
应用MATLAB所得优化结果为:主轴转速为85.15rpm;Z 轴进给量为122.04mm/min。优化后的主轴转速将近机床的额定转速,说明主轴转速对于铣削效率的影响较大,因此在工件加工时主输转速采用优化值,对于材料硬度大的工件减小进给量即可。
6、结语
通过对铣齿加工过程和铣刀实际受力情况分析选取铣削力的计算公式。根据实验分析确定主要切削参数对铣削力的影响,获得对主轴转速,进给量及铣削力的约束。在保证机床的功率满足刀具耐用度的基确上,以最大加工效
率为目标建立数学数学模型。参考文献
[1]胡家国,杨志附李迎.高速铣削铝合金切削力研究[J].工具技术,2003,37(11):3336.
[2]席平原.应用MATLAB工具箱实现机械优化设计[J].机械设
计与研究,2003,19(3):4042. 个人简介
工作。
划芳(1984-),女,助理讲师。从事机械相关教学与研究
上一章:数控技术在机械加工领域的应用
下一章:数控加工中清角的计算与加工方法