您当前的位置:首页>论文资料>支架工艺优化设计及数控铣削加工的研究
内容简介
 工艺与检测Technology andTest
工艺与检测Technology andTest支架工艺优化设计及数控铣削加工的研究
杨旭
(成都工贸职业技术学院,四川成都611731)
2018年第1期
摘要:采用优化的数控铣削工艺和高速铣削方法进行加工,经检测工件达到合格标准,保证了支架生产经
济效益和加工质量。为今后薄壁件加工提供了重要的参考作用。
关键词:支架;工艺:优化设计;高速加工
中图分类号:TH162TH162+1
文献标识码:A
DOI:10.19287/j.cnki.10052402.2018.01.023
ResearchonoptimaldesignandmachiningofNCmachiningforsupport
YANGXu
(Chengdu Industry and Trade Career Technical College , Chengdu 611731,CHN)
Abstract: In this paper, the optimization of CNC milling process and high speed milling method for processing,
testing parts to meet the eligibility criteria to ensure the economic benefits of the production and process ing quality. It provides an important reference and practical significance for the thin wall machining in the future.
Keywords: support; technology; optimization design ; high speed machining
薄壁零件由于刚性好、重量轻、比强度高等结构特点,已被广泛应用于航空航天、模具、机械设备、工装夹具领域。本文课题研究的主要材料是铝合金7075-T651,其具有密度小、高强度及热处理性好、良好的机械性能及阳极反应、易于加工耐磨性好、抗腐蚀性及价格低等优点。它特别适用于制造飞机结构及其他要求强度高、抗腐蚀性能强的高应力结构体。
本课题是在某机械制造单位为成飞集团生产的薄壁件支架,使用现有数控设备(FANUC-Oi系统)进行加工。笔者对支架的数控铣削工艺进行优化设计,最
终保证了支架生产的经济效益和加工质量。 1薄壁型腔零件的切削特点
此零件壁厚1.5mm属于典型的薄壁型腔类零件。该支架零件虽然结构简单,由于零件材料是铝合金加工时型腔底板和腔壁都较薄,在加工中容易使工件腔底板和腔壁变形和振动,从而降低工件的表面质量。主要体现在以下三方面的变形。
(1)夹紧变形工件是铝合金材料壁薄,虽然其为易切削材料,但夹紧力量控制不好就会使工件变形,主要体现在形状精度方面。
(2)振动变形工件刚性差,在切削力的作用下,最容易产生振动而引起工件变形,从而影响工件的表
. 114 万方数据
面粗糙度及尺寸精度。
(3)热变形工件壁薄质量小、热容量小,在切削
热作用下最容易产生热变形。主要影响尺寸精度。 2支架工艺方案优化设计及切削参数的选取 2.1工艺方案优化及选取
57.3 27.5
114.6
012:
创面4-4
9128
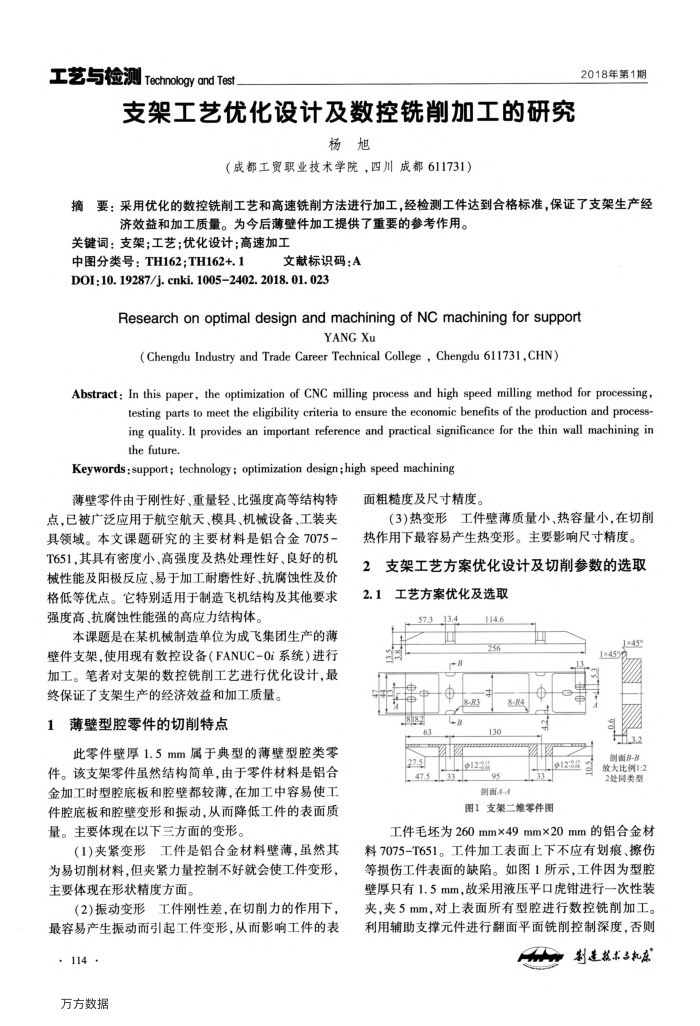
图1支架二维零件图
削面8-8 放大比例1:2 2处同类型
工件毛坏为260mm×49mm×20mm的铝合金材料7075-T651。工件加工表面上下不应有划痕、擦伤等损伤工件表面的缺陷。如图1所示,工件因为型腔壁厚只有1.5mm,故采用液压平口虎钳进行一次性装夹,夹5mm,对上表面所有型腔进行数控铣削加工。利用辅助支撑元件进行翻面平面铣削控制深度,否则
制造技术点机床
上一章:稀薄效应对径向气体轴承承载性能的影响
下一章:数控机床可靠性技术数据库应用