您当前的位置:首页>论文资料>数控车床螺纹切削三种方法分析与应用
内容简介
 数事载本与率用
数事载本与率用数控技术
数控车床螺纹切削三种方法分析与应用
冉启芬罗福刘春兰
(江西赣州技师学院江西赣州341000)
摘要:华中数控车床有三种螺纹加工指令,本文对三种指令的格式,参数含义,三种媒纹加工编程举例,精简程度造行进行比较,帝望能与广大数控车编程人员进行经验交流。
关键词:华中数控车螺纹加工G32G82G76
中图分类号:TG62
文献标识码:A
文章编号:1007-9416(2014)08-0027-02
在目前的华中(HNC-21T)数控车床中,螺纹切削一般有三种加工方法:G32单段直进式切前方法,G82固定循环直进式切削方法和 G76复合循环斜进式切削方法,每个指令的由于切削方法的不同,编程方法不同,程序的内容精简也不一样,下面根据自已的经验总结如下。
1三种编程指令格式及参数说明
1.1单段直进式螺纹切削G32
格式:G32X_Z_R_E__P__F_
说明:X、Z:螺纹终点坐标,F:螺纹导程,R,E:螺纹切削的退尾量,P:主轴转角,加工单线无退尾的圆柱螺纹G32可简化成:G32 X_Z__F_
G32编程切削深度分配方式一般为常量值,双刃切削,其每次切削深度一般股由编程人员缩程给出。但用G32缩程时程序段较多,走刀方式类似于G01,所以每切一次都要X向先进刀,切螺纹,X向退刀, Z向退刀。
1.2固定循环直进式螺纹切削G82
格式:G82X_Z_L_R_E_C__P_F
说明:X、Z:螺纹终点坐标;I:螺纹切削起点与螺纹切削终点的率径差F:螺纹导程,R,E:螺纹切削的退尾量,C:螺纹头数,为0 或1时切前单头螺纹,P:单头螺纹切削时,缺省值为0,双头螺纹切削时,P这180度,三头为120度。如果加工单线,不需退尾设置的圆柱螺纹G82可简化成:G82X_ZF一。由于能简化程序,所以使用G82 的更多。
使用G82指令加工螺纹与G32加工相同,也是直进式切削,双刃切削,每次切削深度同样也是由编程人员编程时给出的,但由于其执行的是一个类似矩形的封闭轨速,可以大大简化程序,很多编程
100 80
STXN 4
图1
收移日期:2014-0714
作者简介:冉启芬(1973一),女,汉族,讲师,学士研究方向:机电一体化;
人员更习惯用G82来加工螺纹,走刀方式类似于G80
1.3复合循环斜进式螺纹切削G76
格式 : G76C(m)R(r)E(e)A(a)X(U)Z(W)I(i)K(k)U(d)V(△dmin) Q(△d)P(p)F(L)。
对于G76很多编程人员一看这么多参数,就已经想放弃了,但对于加工大螺距螺纹,由于牙比较深,采用直进双刃切削是很难完成的,所以必需得用G76,尽管它有13个参数,是数控车编程指令中参数最多的,不过有一些我们在G32,G82中已经见识过了,只要注意新增的几个参数就行了,而且只要一个程序段就能切出螺纹,不需要编程人员给定每一次的切削深度,由计算机自动根据给出的参数值进行计算。
新增说明:C(m):精加工重复次数,为模态值(注意与G82中C 的区别,这里是指精车的次数,而G82则是指加工螺纹的头数);A(a):刀尖角度(普通螺纹M为60,梯形螺纹Tr为30,英制管螺纹为55,矩形螺纹为0),为模态值,K(k):为螺纹牙深(计算公式:牙深=0.6495×螺距),U(△d):预留的精加工余量,V(△dmin):最小切前深度,Q(d):第一刀切削的深度(半径值)。
这几个新增参数简言之就是,增加了精加工的次数C,刀具的刀尖角A,螺纹牙深K,精加工余量U,第一刀切多深Q和最小一刀切多少V。
G76编程切削深度分配方式一般为递减式,其切削为单刃切削,
其切前深度由控制系统来计算给出。 2编程举例
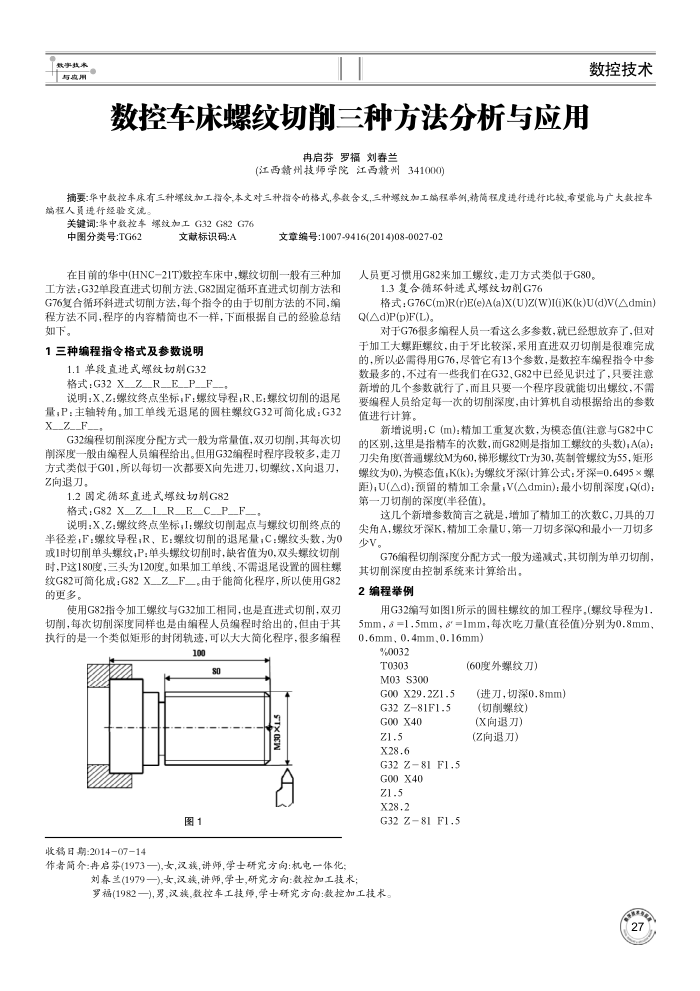
用G32编写如图1所示的园柱螺纹的加工程序。(螺纹导程为1、 5mm,=1.5mm,8=1mm,每次吃刀量(直径值)分别为0.8mm, 0.6mm, 0.4mm.0.16mm)
%0032
T0303 M03 S300
G00 X29.2Z1.5 G32 Z81F1.5 G00 X40
Z1.5 X28.6
G32 Z81 F1.5
G00 X40 Z1.5 x28.2
G32 Z81 F1.5
刘券兰(1979一),女,汉族.讲师,学士,研完方向:数控加工技术
罗福(1982一),男,汉族,数控车工技师,学士研究方向:数控加工技术。
(60度外螺纹刀)
(进刀,切深0.8mm)
(切削螺纹)(X向退刀)(Z向退刀)
上一章:数控车床应用技术探究
下一章:数控机床控制系统的研究、开发研析