奥地利数控车810D 系统 CCU 板故障处理
内容简介
 数事共本与表用
数事共本与表用数控技术
奥地利数控车810D系统CCU板故障处理
杨万叶刘先黎
(广西玉柴机器股份有限公司广西玉林537005)
摘要:数控系统的控制板在使用中出现局部损坏的情况很常见,如累园此而更换了几万元的控制板或停产等备件,都会增加生产或本。本文介绍了810D数控系统控制板局部损坏的处理方法,为其他同类情况提供技术参考。
关键词:数控车810DCCU数字驱动
中图分类号:TG659
文献标识码:A
文章编号:1007-9416(2012)11-0011-02
玉柴曲轴线奥地利数控车,采用SINUMERIK810D控制系统数控核心被称为CCU(Compact controlunit)单元,内部集成了 NC CPU 和PLC CPU.
?
原
夏科量系统造位 x411368
Roto.4 自护属速线:00 夏中发监行显务 NC<自路甲关() P,C 鲁能开关 (S4)
找ga5uxs ate
HANI
Dawel met
Dtive configation
?
商尚
Tee
四 GRou(电线营)
CV价5(8n a3
SO0RE6115L veA园
警e编标(
E扩服连营:004:000
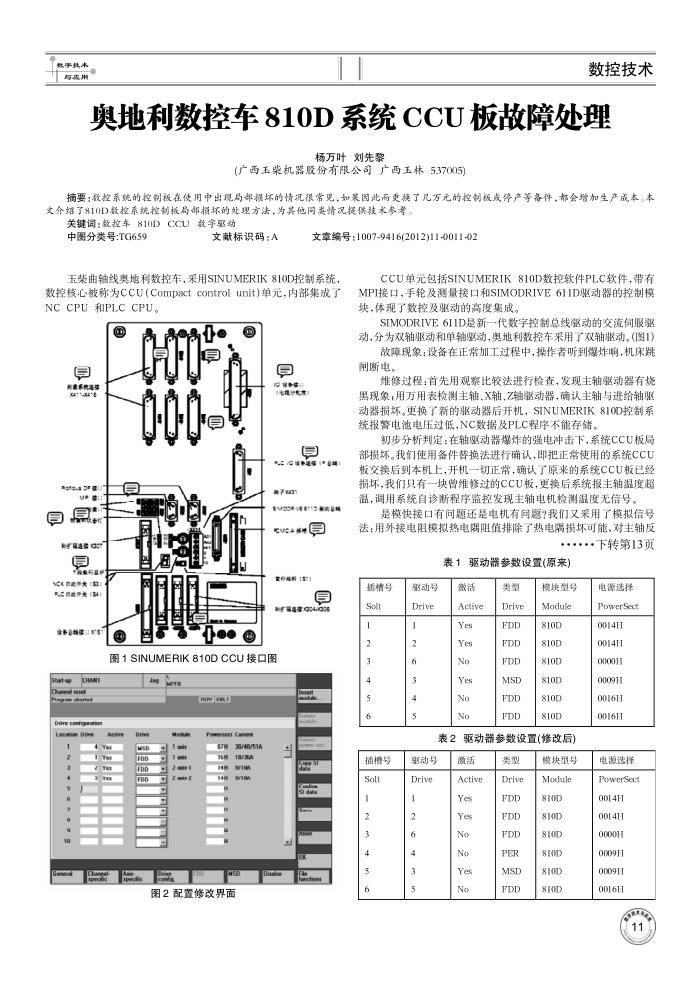
图1SINUMERIK810DCCU接口图
ere
ROVR
hr
Ye Ye Yet Ye
Drim
Modk 1ait ai 2 air
Pomenect Canet 07H30/40/51A
T8/3A
H Hn
angn anan
图2配置修改界面
CCU单元包括SINUMERIK81OD数控软件PLC软件,带有 MPI接口,手轮及测量接口和SIMODRIVE611D驱动器的控制模块,体现了数控及驱动的高度集成,
SIMODRIVE61ID是新一代数字控制总线驱动的交流伺服驱动,分为双效轴驱动和单轴驱动,奥地利数控车采用了双效轴驱动。(图1)
故障现象:设备在正常加工过程中,操作者听到爆炸响,机床跳闸断电。
维修过程:首先用观察比较法进行检查,发现主轴驱动器有燃黑现象,用万用表检测主轴、X轴、Z轴驱动器,确认主轴与进给轴驱动器损坏。更换了新的驱动器后开机,SINUMERIK81OD控制系统报警电池电压过低,NC数据及PLC程序不能存储。
初步分析判定:在轴驱动器爆炸的强电冲击下,系统CCU板局部损坏。我们使用备件替换法进行确认,即把正常使用的系统CCU 板交换后到本机上,开机一切正常,确认了原来的系统CCU板已经损坏,我们只有一块曾维修过的CCU板,更换后系统报主轴温度超温,调用系统自诊断程序监控发现主轴电机检测湿度无信号。
是模快接口有问题还是电机有间题?我们又采用了模拟信号法:用外接电阻模拟热电限阻值排除了热电隔损坏可能,对主轴反
・・下转第13页
表1驱动器参数设置(原来)
插精号 Solt
3 4 5 6
插槽号 Solt
4 6
驱动号 Drive
6 3 4 5
激活 Active Yes Yes No Yes No No
类型 Drive FDD FDD FDD MSD FDD FDD
模块型号 Module 810D 810D 810D 810D 810D 810D
表2驱动器参数设置(修改后)
驱动号 Drive
1 2 6
3 5
激活 Active Yes Yes No No Yes No
类型 Drive FDD FDD FDD PER MSD FDD
模块型号 Module 810D 810D 810D 810D 810D 810D
电源选择 PowerSect 0014H 0014H 0000H H6000 0016H 0016H
电源选择 PowerSect 0014H 0014H 0000H 0009H H6000 0016H