����ǰ��λ�ã���ҳ>��������>T68����ʽ�۴���������ϵͳ����
T68����ʽ�۴���������ϵͳ����
���ݼ��
 ���ּ�����Ӧ��
���ּ�����Ӧ��T68����ʽ�۴���������ϵͳ����
������
���㶫ʡ��ݸ�и���ѧУ���ӽ�㶫��ݸ523112��
�̿ؼ�����
ժҪ��T68��ʽ�Դ���ͳ��������ϵͳ�����ü̵���һ�Ӵ������Ʒ�ʽ����������Ӳ����·���ӣ�����϶࣬�ɿ��Խϲ��������ص�ȱ�㣬���������������FX2Nϵ��PLC������и��죬�ڱ��Ϲ��ܵĻ����ϣ��˷���ԭ��ȱ�㣬����˹���Ч�ʡ�
�ؼ�����T68��ʽ�Դ�
��������
��ͼ����ţ�TG537 1.����
PLC
���ױ�ʶ�룺A
���±�ţ�1007-9416(2011)02-0014-02
����T68��������ԭ���͵������Ƶ�·
�����ǻ�е�ӹ�ʹ�ý�Ϊ�ձ���豸������Ҫ���ڼӹ����Ⱥ���Ҫ��ϸߵĿ��Լ�����ľ���Ҫ���Ϊ��ȷ��������۴���������Ҫ�У���ʽϳ�۴��������۴������۴�����ʽϳ�´�������۴��ȣ�T68犴���Ӧ����㷺��һ�֡�T68������ͳ�Ŀ���ϵͳ���õ��Ǽ̵��������Ʒ�ʽ��Ӳ��������·�϶࣬��·���ӣ��ɿ��Բ����������������PLC����ʽ犴���������ϵͳ���и��ţ��ɽ����豸�����ʣ�����豸ʹ��Ч�ʣ�����Ч�����á�
2��T68�۴��������Ƶ�·���� T68�۴��ļ̵���һ�Ӵ�����������ϵ
ͳ��Ҫ�����������֣������������˶�������˶�������һ̨˫�ٵ綯��M1�������ǡ� �ӷ���������YY������������ת�ͽ������ɳ��ֱ��٣�ͣ��ʱ�����˷����ƶ�������ͽ����ij��ֱ��ٲ����˶����Զ����ٳ嶯������̨�Ŀ��Ʋ��õ綯��M2
������֪�������綯����Ҫ�����߸������Ӵ������ƣ�������٣���ͨ���г̿��ؼ��ٶȼ̵������ƣ�������������ͨ�������г̿�����ʵ�֡�
3����������ϵͳPLC���� 3.1ȷ�����췽��
�ڽ���T68�۴���������ϵͳPLC����ʱ��Ҫ����ԭ�۴��Ĺ��ռӹ��������䣺��������ϵͳ����Ԫ����������ť���г̿��ء��ȼ̵����ͽӴ�������������ԭ������·��ͬ����ԭ�е�����·������ͽ����IJ������������ƶ������١����١����ٺͳ嶯)���䣬��ԭϵͳ�е�ʱ��̵������м�ά����ȥ��������PLC�е����̵������棬��ԭ�̵��������е�Ӳ�����߸�Ϊ������
�������棬�����ǵ������е��νӼ��⡣ 3.2PLC����/����������
����PLCʵ��T68�۴���������ʱ����������ѹ���õ�Դ���������Ƶ�Դ��ѹ����
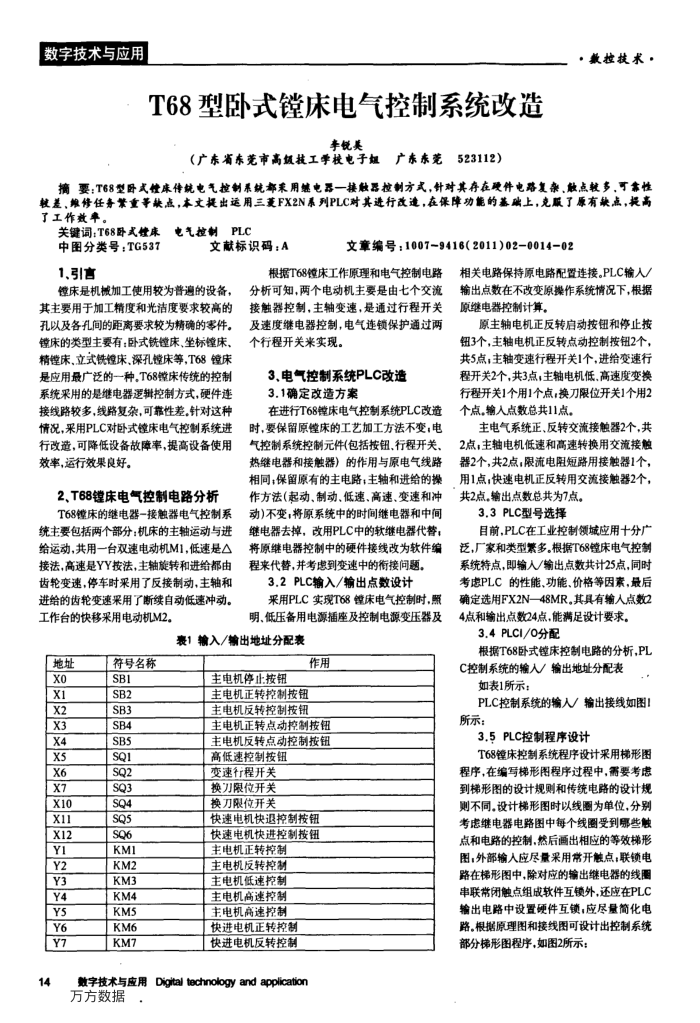
��1����/�����ַ�����
��ַ xo x1 x2 x3 x4 x5 X6 X7 X10 x11 x12 Yi Y2 Y3 Y4 YS Y6 Y7
14
��������
SB1 SB2 SB3 SB4 SB5 SQI SQ2 SQ3 SQ4 SQ5 SQ6 KM1 KM2 KM3 KM4 KM5 KM6 KM7
���ּ�����Ӧ��
������
�����ֹͣ��ť
����
�������ת���ư�ť�������ת���ư�ť
�������ת�㶯���ư�ť�������ת�㶯���ư�ť
�ߵ��ٿ��ư�ť�����г̿��ػ�����λ���ػ�����λ����
���ٵ�����˿��ư�ť���ٵ��������ư�ť
�������ת�����������ת������������ٿ�����������ٿ�����������ٿ��ƿ�������ת���ƿ�������ת����
Digital technology and application
��ص�·����ԭ��·�������ӡ�PLC������������ڲ��ı�ԭ����ϵͳ����£�����ԭ�̵������Ƽ��㡣
ԭ����������ת������ť��ֹͣ��ť3��������������ת�㶯���ư�ť2������5�㣬��������г̿���1�������������г̿���2������3�㣬��������.���ٶȱ任�г̿���1����1���㣺������λ����1����2 ���㣬��������ܹ�11�㡣
������ϵͳ������ת�����Ӵ���2������ 2�㣬���������ٺ���ת���ý����Ӵ���2������2�㣬���������·�ýӴ���1������1�㣻���ٵ������ת�ý����Ӵ���2������2�㣬��������ܹ�Ϊ7�㡣
3.3PLC�ͺ�ѡ��
Ŀǰ��PLC�ڹ�ҵ�������Ӧ��ʮ�ֹ㷺�����Һ����ͷ��࣬����T68犴���������ϵͳ�ص㣬������/�����������25�㣬ͬʱ����PLC�����ܡ����ܡ��۸�����أ����ȷ��ѡ��FX2Nһ48MR����������˵���2 4����������24�㣬���������Ҫ��
3.4PLCI/O����
����T68��ʽ�۴����Ƶ�·�ķ�����PL C����ϵͳ������/�����ַ�����
���1��ʾ��
PLC����ϵͳ������/���������ͼ����ʾ��
3.5PLC���Ƴ������
T68��������ϵͳ������Ʋ�������ͼ�����ڱ�д����ͼ��������У���Ҫ���ǵ�����ͼ����ƹ���ʹ�ͳ��·����ƹ���ͬ���������ͼʱ����ȦΪ��λ���ֱ��Ǽ̵�����·ͼ��ÿ����Ȧ�ܵ���Щ����͵�·�Ŀ��ƣ�Ȼ����Ӧ�ĵ�Ч����ͼ���ⲿ����Ӧ�������ó������㣻������·������ͼ�У�����Ӧ������̵�������Ȧ�������մ���������������⣬��Ӧ��PLC �����·������Ӳ��������Ӧ������·������ԭ��ͼ�ͽ���ͼ����Ƴ�����ϵͳ��������ͼ������ͼ2��ʾ��
��һ�£�dz̸���س����ӹ������ͼ���
��һ�£�����˫CPU��ĥ������ϵͳ