����ǰ��λ�ã���ҳ>��������>����PLC�ĵ�����ɫ�����Ĺ��ϼ���봦��
����PLC�ĵ�����ɫ�����Ĺ��ϼ���봦��
���ݼ��
 ���¼���������
���¼������������ؼ���
����PLC�ĵ�����ɫ�����Ĺ��ϼ���봦��
��̩Խ1���ٽ�2
(1.ɽ����ѧ��е����ѧԺɽ������250002��2.���ݵ��ӿƼ����Ƶ�����ϢѧԺ�㽭����310018)
ժҪ��������ɫ����Ϊ�Զ��������������е����϶�������ҹ����ų���̼�Ϸ��ʱ��ϳ�����Ը����������PLC��Ϊ�������Ŀ����������Ľ�ϵͳ�еĸ�������ģ��ʹ���ܼ�¼��ģ������в������Ҿ߱�ͨ�Ź��ܡ�PLCͨ�������ģ��Ľ��������жϵ�ǰϵͳ�Ĺ���״̬�������Ϸ���ʱ�ܹ��Թ������ͺ�λ�õȽ����жϣ������˻�������ʾ��ϸ�Ĺ�����Ϣ�����ܹ����ÿ���ϵͳ������Ӧ�Ĺ���Ԥ�������Լ���ά����ҳ�Ĺ�������
�ؼ��ʣ�PLC��ɫ����
���ϼ��
���ױ�ʶ�룺A
��ͼ����ţ�TP277 1������
���±�ţ�1007-9416(2011)09-0005-02
�˲�����Ա��ϵͳ�ĵ��ԣ�����ǿ��ϵͳ�Ĺ��ϴ����������������̰�����ѹ�����װ�ã�������ɫʱ�İ��ѹ����
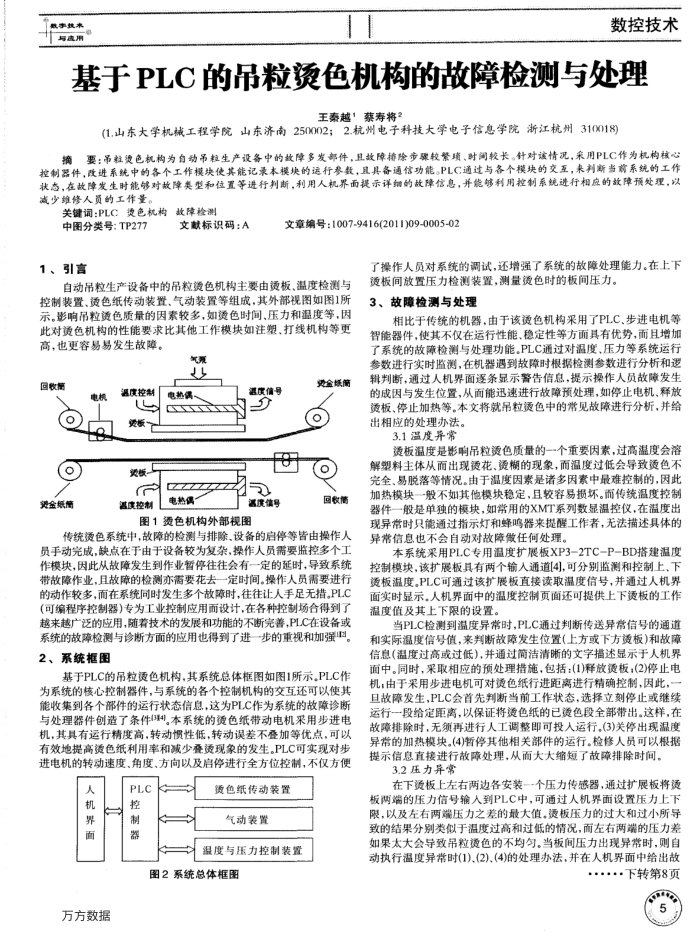
�Զ����������豸�еĵ�����ɫ������Ҫ���̰塢�¶ȼ�������װ�á���ɫֽ����װ�á�����װ�õ���ɣ����ⲿ��ͼ��ͼ1��
ʾ��Ӱ�������ɫ���������ؽ϶࣬����ɫʱ�䡢ѹ�����¶ȵȣ���˶���ɫ����������Ҫ�����������ģ����ע�ܣ��������ȸ�
�ߣ�Ҳ�������������ϡ�
������
��o�� o
���ֽͲ
���
���ȿ����̰�
����¶ȿ���
���^
���ȱࡢ ZZZZ ����Χ
�۶��ź�տ���ź�
ͼ1��ɫ�����ⲿ��ͼ
�̽�ƪ 0
������
��ͳ��ɫϵͳ�У����ϵļ�����ų����豸����ͣ�Ƚ��ɲ�����Ա�ֶ���ɣ�ȱ�����������豸��Ϊ���ӣ�������Ա��Ҫ��ض������ģ�飬��˴ӹ��Ϸ�������ҵ��ͣ��������һ������ʱ������ϵͳ��������ҵ���ҹ��ϵļ������Ҫ��ȥһ��ʱ�䡣������Ա��Ҫ���еĶ����϶࣬����ϵͳͬʱ�����������ʱ���������������롣PLC(�ɱ���������)רΪ��ҵ����Ӧ�ö���ƣ��ڸ��ֿ��Ƴ��ϵõ���Խ��Խ�㷺��Ӧ�ã����ż����ķ�չ���ܵIJ������ƣ�PLC���豸��ϵͳ�Ĺ��ϼ������Ϸ����Ӧ��Ҳ�õ��˽�һ�������Ӻͼ�ǿ�� 2��ϵͳ��ͼ
����PLC�ĵ�����ɫ��������ϵͳ�����ͼ��ͼ1��ʾ��PLC��Ϊϵͳ�ĺ��Ŀ�����������ϵͳ�ĸ������ƻ����Ľ���������ʹ�����ռ�����������������״̬��Ϣ����ΪPLC��Ϊϵͳ�Ĺ�������봦��������������������ϵͳ����ɫֽ����������ò����������������о��ȸߣ�ת�����Եͣ�ת�������ӵ��ŵ㣬������Ч�������ɫֽ�����ʺͼ��ٵ�������ķ�����PLC��ʵ�ֶԲ��������ת���ٶȡ��Ƕȡ������Լ���ͣ����ȫ��λ���ƣ���������
�˻�����
������
PLC ������
��ɫֽ����װ������װ��
�¶���ѹ������װ��
ͼ2ϵͳ�����ͼ
3�����ϼ���봦��
����ڴ�ͳ�Ļ��������ڸ���ɫ����������PLC.�������������������ʹ�䲻�����������ܡ��ȶ��Եȷ����������ƣ�����������ϵͳ�Ĺ��ϼ���봦�����ܡ�PLCͨ�����¶ȡ�ѹ����ϵͳ���в�������ʵʱ��⣬�ڻ�����������ʱ���ݼ��������з��������жϣ�ͨ���˻�����������ʾ������Ϣ����ʾ������Ա���Ϸ����ij����뷢��λ�ã�������Ѹ�ٽ��й���Ԥ��������ֹͣ������ͷ��̰塢ֹͣ���ȵȡ����Ľ��͵�����ɫ�еij������Ͻ��з�������������Ӧ�Ĵ����취��
3.1�¶��쳣
�̰��¶���Ӱ�������ɫ������һ����Ҫ���أ������¶Ȼ��ܽ���������Ӷ������̻����̺��������¶ȹ��ͻᵼ����ɫ����ȫ�������������������¶�������������������ѿ��Ƶģ���˼���ģ��һ�㲻������ģ���ȶ����ҽ�����������ͳ�¶ȿ�������һ���ǵ�����ģ�飬�糣�õ�XMTϵ�������¿��ǣ����¶ȳ����쳣ʱֻ��ͨ��ָʾ�ƺͷ����������ѹ����ߣ�������������쳣��ϢҲ�����Զ��Թ������κδ�����
��ϵͳ����PLCר���¶���չ��XP3-2TC-P-BD��¶ȿ���ģ�飬����չ�������������ͨ��[4]���ɷֱ���Ϳ����ϡ����̰��¶ȡ�PLC��ͨ������չ��ֱ�Ӷ�ȡ�¶��źţ���ͨ���˻�����ʵʱ��ʾ���˻������е��¶ȿ���ҳ�滹���ṩ�����̰�Ĺ����¶�ֵ�������������á�
��PLC���¶��쳣ʱ��PLCͨ���жϴ����쳣�źŵ�ͨ����ʵ���¶��ź�ֵ�����жϹ��Ϸ���λ�ã��Ϸ����·��̰�)������Ϣ���¶ȹ�����ͣ�����ͨ���������������������ʾ���˻������С�ͬʱ����ȡ��Ӧ��Ԥ������ʩ��������(1)�ͷ��̰壺(2)ֹͣ��������ڲ��ò�������ɶ���ɫֽ�н�������о�ȷ���ƣ���ˣ�һ�ҹ��Ϸ�����PLC�������жϵ�ǰ����״̬��ѡ������ֹͣ���������һ�θ������룬�Ա�֤����ɫֽ������ɫ��ȫ���������������ڹ����ų�ʱ�������ٽ����˹���������Ͷ�����С�(3)��ͣ�����¶��쳣�ļ���ģ�顣(4)��ͣ������ز��������С�������Ա���Ը�����ʾ��Ϣֱ�ӽ��й��ϴ������Ӷ���������˹����ų�ʱ�䡣
3.2ѹ���쳣
���°����������߸���װһ��ѹ����������ͨ����չ�彫�̰����˵�ѹ���ź����˵�PLC�У���ͨ���˻���������ѹ�������ޣ��Լ���������ѹ��֮������ֵ���̰�ѹ���Ĺ����С�����µĽ���ֱ��������¶ȹ��ߺ��͵���������������˵�ѹ�������̫��ᵼ�µ�����ɫ�IJ����ȡ������ѹ�������쳣ʱ�����Զ�ִ���¶��쳣ʱ(1)��(2)(4)�Ĵ����취�������˻������и�����
��ת��8ҳ
��һ�£��Զ��������еļ�������Ƽ���
��һ�£�����ϵͳ�Զ����е�Զ�����Ƽ���Ӧ��