您当前的位置:首页>论文资料>一种型钢切头过程的精确自动化控制方法
内容简介
 数控技术
数控技术-种型钢切头过程的精确自动化控制方法
李二伟
(唐钢薇尔自动化有限公司河北唐山063000)
与或
摘要随着现代化工业技术的述速发展,对轧件的品种、规格、质量和产量的要求日益提高,型钢切头时,其几何形状越复奈产生缺陷的可能性就越大。本丈提供一种能够精确白动化控制型钢切头长度、夹繁位置、夫繁度,同时解决在切头过程中对型钢头部和央紧住置造成损害的问题的一种控制方案。
关键词:型钢切头锯自动化控制
中图分类号:TP273 1引言
文献标识码:A
控制型钢切头目前普速采用单一的位置控制。生产中会对其几
拉紧液压缸9
辊道21 27
定位热检11
编码器12
中间坏1 距离S23
片25
辑道中心线24 锯切长度L22
退出液压缸3
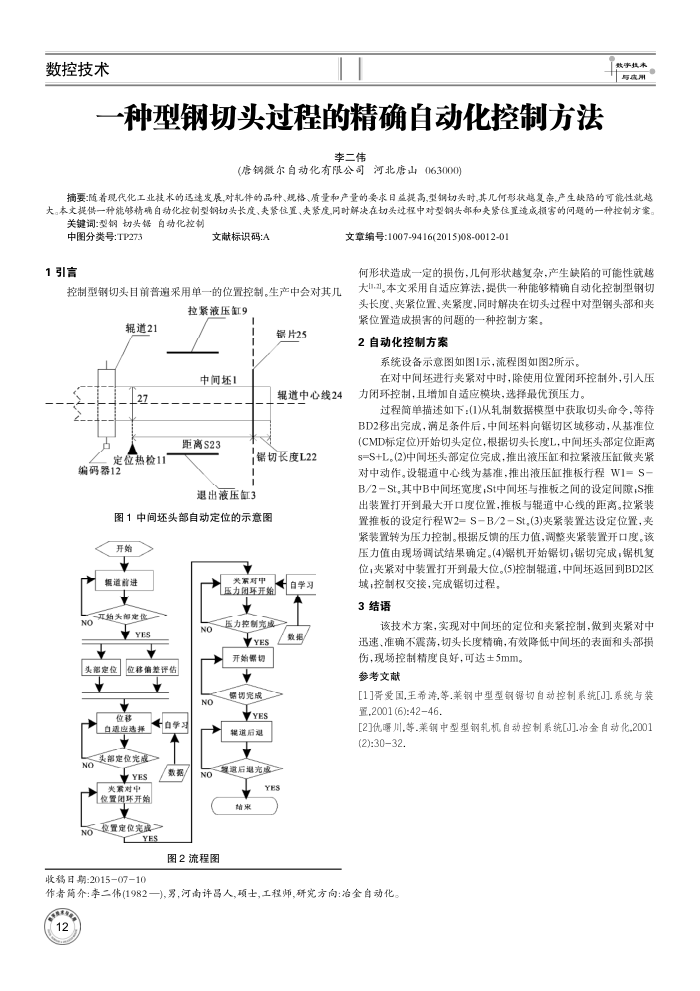
图1中间坏头部自动定位的示意图
开始本
关累中
道前进 1
开始头定位
NO
+
Saa
+
买部定位 1
位移借差评估
+
位移
白适应选择本
NC
4白学
买部定位完成
SHA 类累对中位置闭环开始
本
更置定促完成
YES
收稿日期:2015-07-10
数据/
NO NO NO
图2流程图
4自学习
压力固环开始本
压力控制完盛 S全据切完成 Saa 辑道后退
爱通后退充盛
/数据/
sax
结来
文章编号:1007-9416(2015)08-0012-01
何形状造成一定的报伤,几何形状越复杂,产生缺陷的可能性就越大1.2]。本文采用自适应算法,提供一种能够精确自动化控制型钢切头长度、夹紧位置、夹紧度,同时解决在切头过程中对型钢头部和夹
紧位置造成损害的问题的一种控制方案。 2自动化控制方案
系统设备示意图如图1示,流程图如图2所示。
在对中间坏进行卖紧对中时,除使用位置闭环控制外,引人压力闭环控制,且增加自适应模块,选择最优预压力。
过程简单描述如下:(1)从轧制数据模型中获取切头命令,等待 BD2移出完成,满足条件后,中间坏料向锯切区域移动,从基准位(CMD标定位)开始切头定位,根据切头长度L,中间坏头部定位距离 S-S+L,(2)中闻坏头部定位完成推出液压缸和拉紧波压缸做夹紧对中动作。设辑道中心线为基准,推出液压缸推板行程W1=S B/2一St.其中B中间坏宽度,St中间坏与推板之间的设定间障,S推出装置打开到最大开口度位置,推板与辑道中心线的距离。拉紧装置推板的设定行程W2=S-B/2-St(3)夹紧装置达设定位置,夹紧装置转为压力控制。根据反馈的压力值,调整夹紧装置开口度。该压力值由现场调试结果确定。(4)锯机开始锯切;锯切完成;锯机复位;夹紧对中装置打开到最大位。(5)控制辑道,中间坏返回到BD2区
域,控制权交接,完成锯切过程。 3结语
该技术方案,实现对中间坏的定位和卖紧控制,做到夹紧对中迅速、准确不震落,切头长度精确,有效降低中间坏的表面和头部损
伤,现场控制精度良好,可达土5mm。参考文献
[1]背爱国,王希涛,等.莱钢中型型钢锯切自动控制系统[J].系统与装置2001(6):4246.
[2]优暖川.等.莱钢中型型钢轧机自动控制系统[J].冶金自动化,2001(2):3032.
作者简介:李二伟(1982一),男,河南许人,项士,工程师,研究方向:冶金自动化