您当前的位置:首页>论文资料>京唐冷轧1700酸循环自动控制系统
内容简介
 数事其术与变用
数事其术与变用京唐冷轧1700酸循环自动控制系统
石学伟
(唐钢自动化公司曹妃向1700冷轧部河北唐山063200)
数控技术
摘要:在对京唐1700酸轧生产线连续酸轧机组工艺段的酸循环系统进行研究的基础上,分析了系统的特点以及控制方式,并加以详细介绍。实践证明,该系统能够对酸洗效果进行精确控制,满足生产需表。
关键词:酸循环自动控制连续生产
中图分类号:TG334.9 引言
文献标识码:A
文章编号:1007-9416(2013)05-0007-02
2控制系统组成
去除热轧来料带钢表面的氧化铁皮,获得银白干净的酸洗表面,从面为生产高质量表面级别冷轧成品奠定基础是酸洗工艺段的特点。首钢京唐1700酸连轧机组采用的是三菱日立公司三段式浅槽紊流酸洗工艺,即采用可再生利用的盐酸进行酸洗。该机组采用变频电机从酸循环罐往酸洗槽输送盐酸,并对带钢表面进行连续喷
射,达到酸洗的目的。 1酸循环系统概述
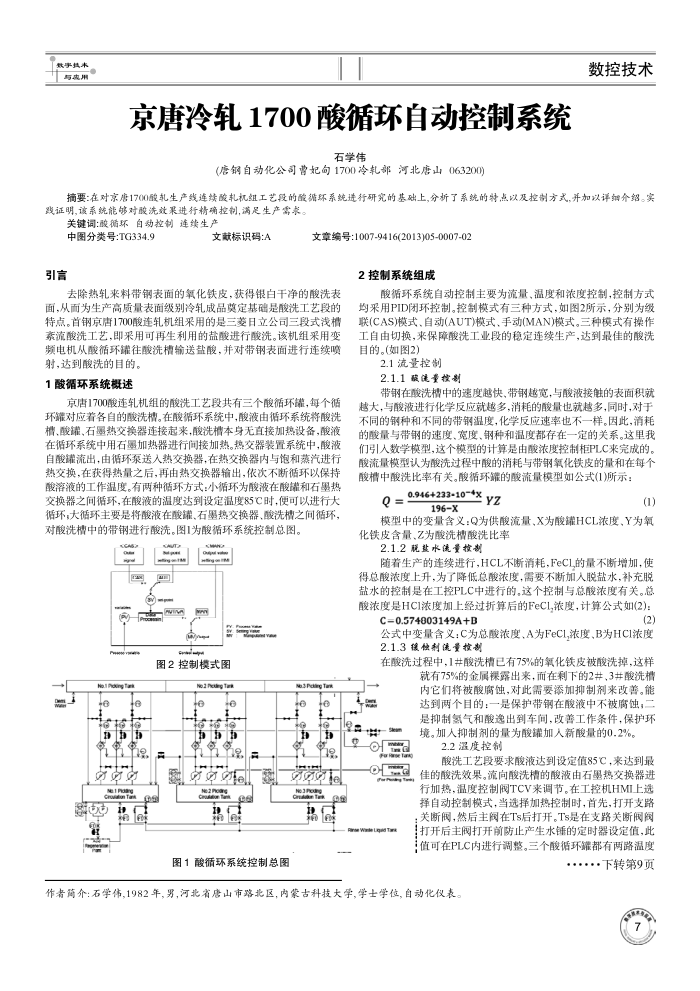
京唐1700酸连轧机组的酸洗工艺段共有三个酸循环罐,每个循环罐对应着各自的酸洗槽。在酸循环系统中,酸液由循环系统将酸洗槽、酸罐、石墨热交换器连接起来,酸洗槽本身无直接加热设备,酸液在循环系统中用石墨加热器进行间接加热。热交器装置系统中,酸波自酸罐流出,由循环泵送入热交换器,在热交换器内与饱和蒸汽进行热交换,在获得热量之后,再由热交换器输出,依次不断循环以保持酸溶液的工作温度。有两种循环方式:小循环为酸波在酸罐和石墨热交换器之间循环,在酸液的温度达到设定温度85C时,便可以进行大循环,大循环主要是将酸液在酸罐、石墨热交换器、酸洗槽之间循环,对酸洗槽中的带钢进行酸洗。图1为酸循环系统控制总图。
o
No.1 Poingtat 接荐瑞
卓卓购 Conina 超
e N
o geM
r4pe4s
图2控制模式图
Ne2 Fiotrg Tara to
找掉福瑞瑞店@
财e
e 品
Me3Pdirg Tax
to
酸循环系统自动控制主要为流量、温度和度控制,控制方式均采用PID闭环控制。控制模式有三种方式,如图2所示,分别为级联(CAS)模式、自动(AUT)模式、手动(MAN)模式。三种模式有操作工自由切换,来保障酸洗工业段的稳定连续生产,达到最佳的酸洗目的。(如图2)
2.1流量控制
2.1.1酸法量控制
带钢在酸洗槽中的速度越快、带钢越宽,与酸液接触的表面积就越大,与酸液进行化学反应就越多,消耗的酸量也就越多,同时,对于不同的钢种和不同的带钢温度,化学反应速率也不一样。因此,消耗的酸量与带钢的速度、宽度、钢种和温度都存在一定的关系。这里我们引人数学模型,这个模型的计算是由酸浓度控制柜PLC来完成的。酸流量模型认为酸洗过程中酸的消耗与带钢氧化铁皮的量和在每个酸槽中酸洗比率有关。酸循环罐的酸流量模型如公式(1)所示:
0.946+233-10-4x
YZ
=0
196X
(1)
模型中的变量含义:Q为供酸流量、X为酸罐HCL浓度,Y为氧化铁皮含量、Z为酸洗槽酸洗比率
2.1.2脱盐水流量按制
随着生产的连续进行,HCL不断消耗,FeC1的量不断增加.使得总酸浓度上升,为了降低总酸浓度,需要不断加人脱盐水,补充脱盐水的控制是在工控PLC中进行的。这个控制与总酸浓度有关。总酸浓度是HC1浓度加上经过折算后的FeC1,浓度,计算公式如(2):
C=0.574803149A+B
(2)
公式中变量含义C为总酸表度、A为FeC1,浓度,B为HC1浓度 2.1.3缓快制流量按割
在酸洗过程中,1共酸洗槽已有75%的氧化铁皮被酸洗掉,这样
就有75%的金属裸露出来,而在剩下的2共、3井酸洗槽内它们将被酸腐蚀,对此需要添加抑制剂来改善。能达到两个目的:一是保护带钢在酸液中不被腐蚀,二
a o
el Cn
是抑制氢气和酸逸出到车间,改善工作条件,保护环境。加人抑制剂的量为酸罐加人新酸量的0.2%。
2.2温度控制
酸洗工艺段要求酸液达到设定值85C,来达到最佳的酸洗效果。流向酸洗槽的酸液由石墨热交换器进行加热,温度控制阀TCV来调节。在工控机HMI上选择自动控制模式,当选择加热控制时,首先,打开支路
关断阀,然后主阀在Ts后打开。Ts是在支路关断阀阅打开后主阀打开前防止产生水锤的定时器设定值,此 1值可在PLC内进行调整。三个酸循环罐都有两路温度
图1酸循环系统控制总图
作者简介:石学伟,1982年,男,河北省唐山市路北区,内蒙古科技大学,学士学位,自动化仪表。
..下转第9页