您当前的位置:首页>论文资料>选择性敷形涂覆的应用
内容简介
 第51卷第5期 2013年5月
第51卷第5期 2013年5月上海涂料
SHANGHAI COATINCS
选择性敷形涂覆的应用王益美,完颜裕仁(上海铁路通信有限公司,上海200071)
Vol. 51 No. 5 May.2013
摘要:敦形涂覆已广泛应用于电子产品,特别是航天、铁路等高可靠性领城。为了提高生产效率,保证产品质量,数形涂覆正逐步从手工转向自动化加工,选择性数形涂覆成为主流。以实际产品为例,介绍了如何通过控制各项参数,实现选择性敦形涂覆高质量加工。
关键词:数形涂覆:工艺流程:参数控制
中图分类号:TQ639:TN41
0引言
文献标识码:A
文章编号:1009-1696(2013)05-0026-03
紫外线,以及涂覆材料本身指触干燥要求等选择固化热源,条件允许时自然固化更好:固化要求使用低温
敷形涂覆(conformalcoating)是将特定材料涂覆到PCBA(印制板组装件)上,形成与被涂物体外形保持一致的绝缘保护层的工艺过程。铁路信号控制产品按照IPC3级标准要求,95%以上的PCBA都需要敷形涂覆,主要作用是防湿热、防霉菌、防盐雾,提高产品在铁路线上的使用寿命和可靠性。
本文介绍铁路车载产品中PCBA的敷形涂覆,涂覆材料为美国HUMISEAL公司的Humiseal1B73(丙烯酸系列)和配套稀释剂Thinner73,采用PVA650型设备的选择性涂覆工艺。
1工艺流程 1.1流水线
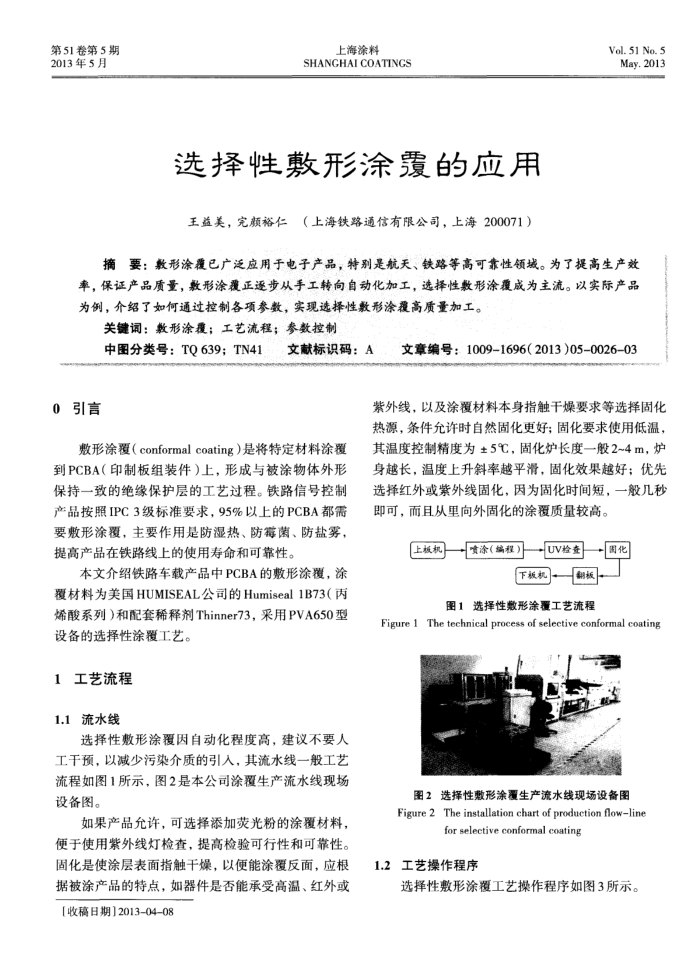
选择性敷形涂覆因自动化程度高,建议不要人工干预,以减少污染介质的引人,其流水线一般工艺流程如图1所示,图2是本公司涂覆生产流水线现场设备图。
如果产品允许,可选择添加荧光粉的涂覆材料,
更于使用紫外线灯检查,提高检验可行性和可靠性,固化是使涂层表面指触干燥,以便能涂覆反面,应根据被涂产品的特点,如器件是否能承受高温、红外或【收稿日期】2013-04-08
其温度控制精度为±5℃,固化炉长度一般2~4m,炉身越长,温度上升斜率越平滑,固化效果越好;优先选择红外或紫外线固化,因为固化时间短,一般几秒即可,而且从里向外固化的涂覆质量较高。
上板机
喷涂(编程)UV检查固化
下板机翻板
图1选择性敷形涂覆工艺流程
Figure 1 The technical process of selective conformal coating
图2选择性数形涂覆生产流水线现场设备图
Figure 2The installation chart of production flowline
for selective conformal coating
1.2工艺操作程序
选择性敷形涂覆工艺操作程序如图3所示。
上一章:元尘喷砂的应用和前景
下一章:水性防火涂料的发展别犬