您当前的位置:首页>论文资料>数控铣床宏程序教学案例开发
内容简介
 1引言
1引言・模具制造技术・
数控铣床宏程序教学案例开发
何玉山
湖南省永州职业技术学院(湖南永州425000)
【摘要】宏程序编程灵活、高效、快洁,是加工编程的重要补充,在不用CAM软件情况下也可以加工较为复杂的曲面,其强大的计算功能可以达到事半功倍的效果,本文通过教学实例来说明其应用。
关键词:数铣;宏程序;教学实例;开发
中图分类号:TG659
文献标识码:B
Development of MacroProgram Teaching
CaseforCNCMillingMachine
【Abstract]Macro programming is flexible,efficient,fast and clean is an important supplement to the processing programming,without the CAM sofware can also machining complex curved surface, the powerful calculation function can achieve twice the result with half the effect, this paper through the teaching examples to llustrate its application.
Key words: CNC milling; macro program; teaching case; development
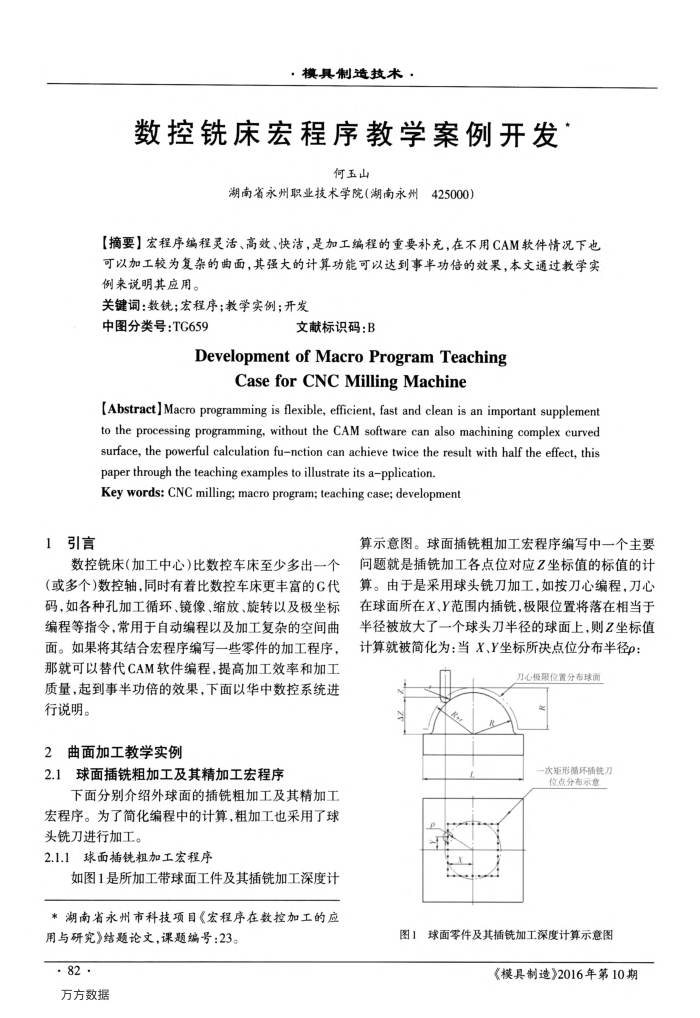
算示意图。球面插铣粗加工宏程序编写中一个主要
数控铣床(加工中心)比数控车床至少多出一个(或多个)数控轴,同时有着比数控车床更丰富的G代码,如各种孔加工循环、镜像、缩放、旋转以及极坐标编程等指令,常用于自动编程以及加工复杂的空间曲面。如果将其结合宏程序编写一些零件的加工程序,那就可以替代CAM软件编程,提高加工效率和加工质量,起到事半功倍的效果,下面以华中数控系统进行说明。
2曲面加工教学实例
2.1球面插铣粗加工及其精加工宏程序
下面分别介绍外球面的插铣粗加工及其精加工宏程序。为了简化编程中的计算,粗加工也采用了球头铣刀进行加工。
2.1.1球面插铣粗加工宏程序
如图1是所加工带球面工件及其插铣加工深度计*湖南省永州市科技项目《宏程序在数控加工的应用与研究》结题论文,课题编号:23。
・ 82・ 万方数据
问题就是插铣加工各点位对应Z坐标值的标值的计算。由于是采用球头铣刀加工,如按刀心编程,刀心在球面所在X、Y范围内插铣.极限位置将落在相当于半径被放大了一个球头刀半径的球面上,则Z坐标值计算就被简化为:当X、Y坐标所决点位分布半径p:
刀心极限位置分布球面
一次矩形循环插铣刀这点分市示营
图1球面零件及其插铣加工深度计算示意图
《模具制造》2016年第10期