您当前的位置:首页>论文资料>数控木工刀片粉末冶金压制模具设计
内容简介
 挤压模技术
挤压模技术・挤压模技术,
数控木工刀片粉末冶金压制模具设计
钟燕辉",叶旋",陈绍军,何政浩” 1.河源职业技术学院(广东河源517000)
2.河源粤奥硬质合金有限公司(广东河源517000)
【摘要】分析了数控木工刀片的工艺特点,并对刀片压坏模具的上凸模、下凸模、凹模和芯杆的设计进行解析,说明了模具的工作过程。实际生产表明,该模具具有较高的生产价值和借鉴意义。
关键词:数控木工刀片;粉末冶金;模具设计
中图分类号:TG372
文献标识码:B
PressingDieDesign of PowderMetallurgy
for the CNC Woodworking Blade
[Abstract】 The process characteristics of CNC woodworking blade are analyzed. Then, the design of upper punch, lower punch, female matrix and core rod of blade compact die are analyzed. Finally, the working principle of the die is describe, Actual production shows that the die has a strong production value and reference significance.
Key words: CNC woodworking blade; powder metallurgy; die design
引言 1
木工刀具是木材加工的一种常见装备。在木材加工过程中,刀具承受冲击载荷下高速运转,并能长时间保持切削性能,这要求刀具具有足够的强度、硬度、刚度和耐磨性。同时,考木工刀片在使用时要和刀盘连接等因素,还要求刀具具有一定的焊接性热处理和磨削加工等工艺性。木工刀具种类多样,硬
质合金数控木工刀具就是其中典型代表。 2工艺分析
2.1零件工艺分析
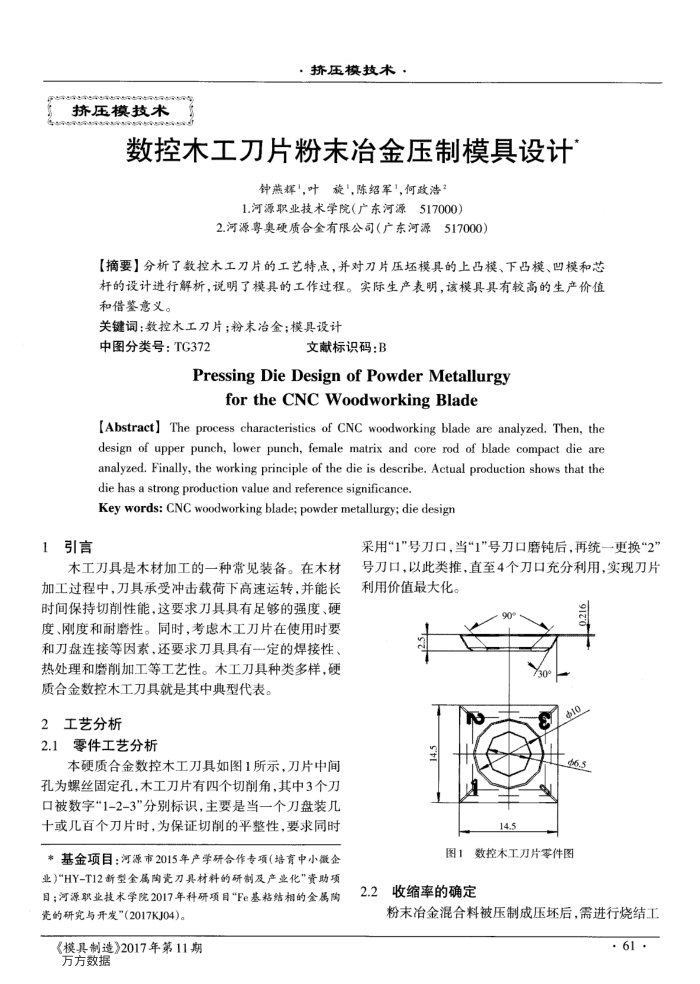
本硬质合金数控木工刀具如图1所示,刀片中间孔为螺丝固定孔,木工刀片有四个切削角,其中3个刀口被数字“1-2-3"分别标识,主要是当一个刀盘装几十或几百个刀片时,为保证切削的平整性,要求同时
*基金项目:河源市2015年产学研合作专项(培育中小徽企业)"HY-T12新型金属陶瓷刀具材料的研制及产业化"资助项目;河源职业技术学院2017年科研项目Fe基粘结相的金属陶光的研究与开发"(2017KJ04)。
《模具制造》2017年第11期万方数据
采用"1"号刀口,当"1"号刀口磨钝后,再统一更换“2” 号刀口,以此类推,直至4个刀口充分利用,实现刀片利用价值最大化。
9120@6.5
14.5
图1数控木工刀片零件图
2.2
收缩率的确定
粉末冶金混合料被压制成压坏后,需进行烧结工
・ 61・
上一章:总线插座针工艺分析与级进模设计
下一章:始锻温度和终锻温度符合性确认的新方法