您当前的位置:首页>论文资料>热成形模具几种典型定位问题的改善
内容简介
 1引言
1引言・冲模技术・
热成形模具几种典型定位问题的改善
贾向,李风武,赵立国,陈瑞锋
长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心(河北保定071000)
【摘要】通过现场调试过程中反馈的制件定位出现的问题,对热成形模具定位问题进行剖析,总结了一些现场解决方案,应用该方案在前期策划及设计阶段对此类问题进行规避,大大缩短了模具制造周期。
关键字:热成形模具:定位;解决方案
中图分类号:TC385.2
文献标识码:B
Series of Typical Location Problems ImprovementfortheHotFormingDie
[Abstract]Through the scene feedback a series of location problems in the debugging process, deep research in the theory of location problems in the hot forming die, summarized a number of the scene solution, in under the guidance of the theory, the location solutions can get a better improvement preventing from the develop earlier stage and designing stage, can shorten die
manufacturing cycle adjustment, to ensure the timely completion of this project. Key words: hot forming die; location; solution
成形性不稳定并且存在叠料问题。
热冲压技术(也称热成形技术),是一项将传统的热锻造技术与冷冲压技术相结合的新型制造工艺。热成形技术原理是把特殊的高强度硼合金钢加热使之奥氏体化,随后将红热的板料送入有冷却系统的模
具内冲压成形,同时利用快速均匀冷却系统的模具冷却淬火,钢板组织由奥氏体转变成马氏体从而得到超高强度比的钢板。在制件的放置和成形过程中,制件的定位起着决定性的作用,本文根据现场调试模具中遇到的定位问题,提供了几种解决方案。
2案例分析 2.1案例1
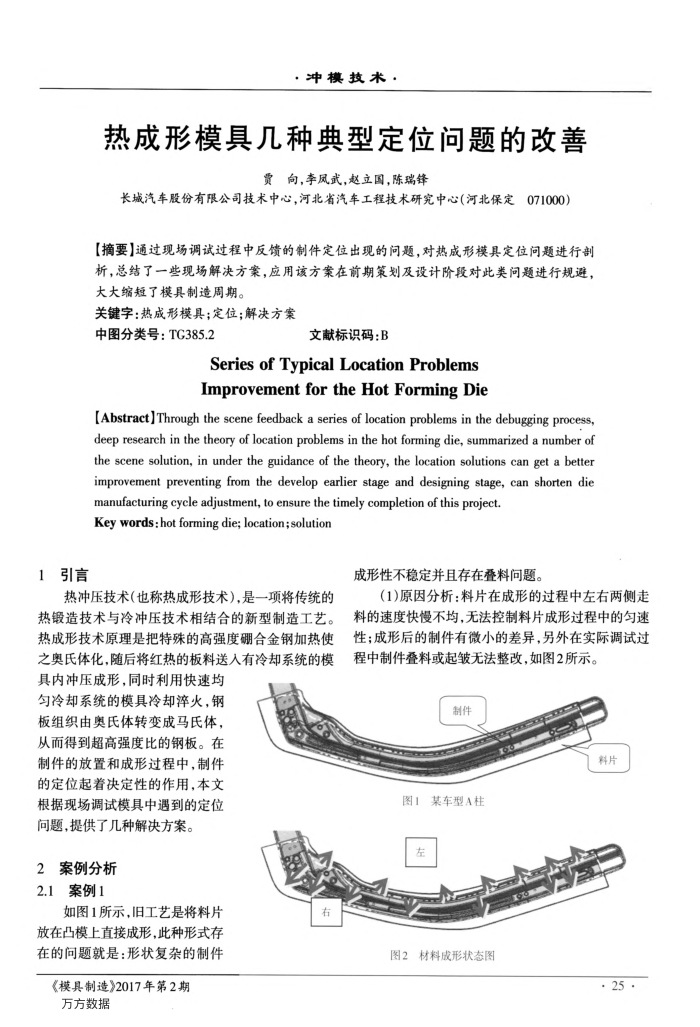
如图1所示,旧工艺是将料片放在凸模上直接成形,此种形式存在的间题就是:形状复杂的制件
《模具制造》2017年第2期万方数据
(1)原因分析:料片在成形的过程中左右两侧走料的速度快慢不均,无法控制料片成形过程中的匀速性;成形后的制件有微小的差异,另外在实际调试过程中制件叠料或起皱无法整改,如图2所示。
制件
4片
图1某车型A柱图2材料成形状态图
. 25.
上一章:模具零件的数控铣削手工编程方法
下一章:铝合金汽车覆盖件修边模设计参数的选择