内容简介
 引言 1
引言 1・冲模技术・
壳体冲凸起模具设计
李兴凯",黄永华",聂兰启
1.山东科技职业学院(山东潍坊261053)
2.山东红旗机电集团有限公司(山东潍坊261100)
【摘要】通过对壳体冲凸起工艺方案进行分析,研究了壳体局部成形的工艺方案,计算了极限变形程度。通过批量试制,根据制件脱模相对困难,优化了模具的退件装置,实现了制件凸起一次成形。
关键词:壳体;凸模;模具设计
中图分类号:TG385.2
文献标识码:B
Die Design of Shell Punch
[Abstract] This paper analyzed the shell punching process,therefore to research the technological scheme of partial forming of shell, and calculate the limit deformation degree. Through batch trial production,and parts die off difficult, optimized the die return device,
realized part protrusion one forming Key words: shell; punch; die design
方案1:单次冲凸起。在曲柄压力机上,利用模具
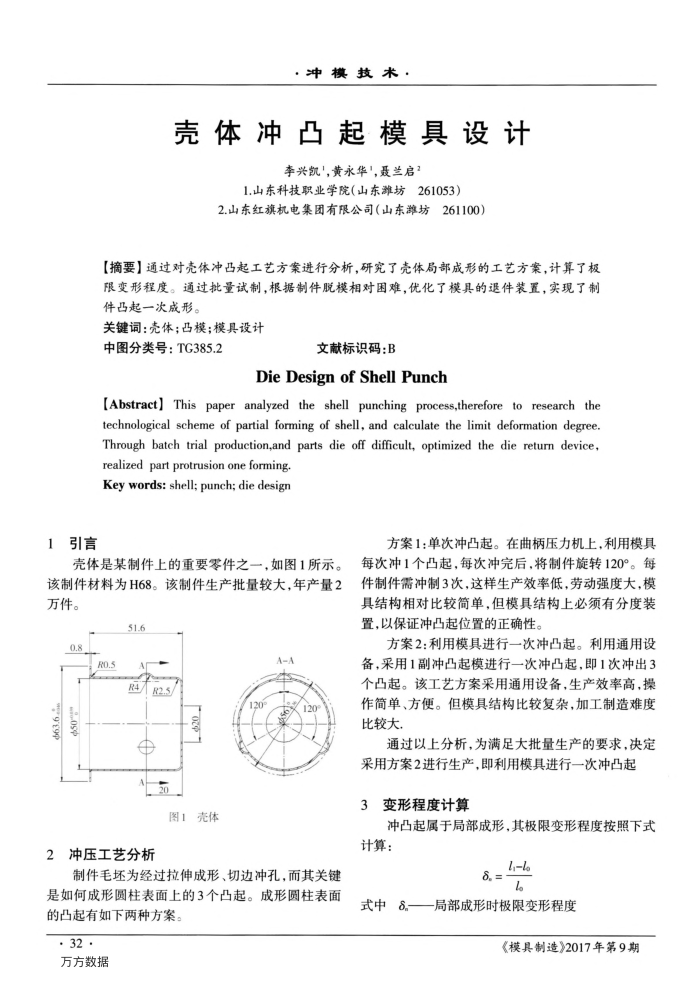
壳体是某制件上的重要零件之一,如图1所示。该制件材料为H68。该制件生产批量较大,年产量2 万件。
51.6
0.8
R0.5
R4
R2.4
图1壳体
2冲压工艺分析
AA
制件毛坏为经过拉伸成形、切边冲孔,而其关键是如何成形圆柱表面上的3个凸起。成形圆柱表面的凸起有如下两种方案。
・32・ 万方数据
每次冲1个凸起,每次冲完后.将制件旋转120°。每件制件需冲制3次,这样生产效率低,劳动强度大.模具结构相对比较简单,但模具结构上必须有分度装置,以保证冲凸起位置的正确性。
方案2:利用模具进行一次冲凸起。利用通用设备,采用1副冲凸起模进行一次冲凸起,即1次冲出3 个凸起。该工艺方案采用通用设备,生产效率高,操作简单、方便。但模具结构比较复杂,加工制造难度比较大,
通过以上分析,为满足大批量生产的要求,决定
采用方案2进行生产,即利用模具进行一次冲凸起 3变形程度计算
冲凸起属于局部成形,其极限变形程度按照下式计算:
8.
l,le lo
式中8.
一局部成形时极限变形程度
《模具制造》2017年第9期
上一章:浅谈小截面管材切断模结构设计
下一章:模具项目多元化管理模式的研究