您当前的位置:首页>论文资料>弹性轴节的成形工艺与成形模设计
内容简介
 模具工业2016年第42卷第8期
模具工业2016年第42卷第8期弹性轴节的成形工艺与成形模设计
谢永峰
(湖南兵器轻武器研究所有限责任公司,湖南益阳413046)
摘要:介绍了弹性轴节的成形工艺与成形模结构,结合零件材料特性、力学性能及零件的固度、同轴度公差尺寸要求,通过制订合理的成形工艺,设计了相应的模具结构,经生产验证,成形的零件满足设计
要求,提高了零件的生产质量和生产效率。关键词:弹性轴节;成形工艺;模具
中图分类号:TG386.3
文献标识码:B
文章编号:1001-2168(2016)08-0019-04
D0I: 10.16787/j.cnki.10012168.dmi.2016.08.005
Formingprocessofelasticcouplingandthediedesign
XIE Yong-feng
(Hu'nan Ordnance Small Arms Research Institute Co., Ltd., Yiyang, Hu'nan 413046, China) Abstract:The forming process of elastic coupling and the forming die structure were pre-sented. The corresponding die structure was designed through formulating the reasonable forming process combined with the materials properties,mechanical properties and the re-quirements tolerance size of roundness and coaxality.The production verified the forming parts met the design requirements.
Key words: elastic coupling; forming process; die
1引言
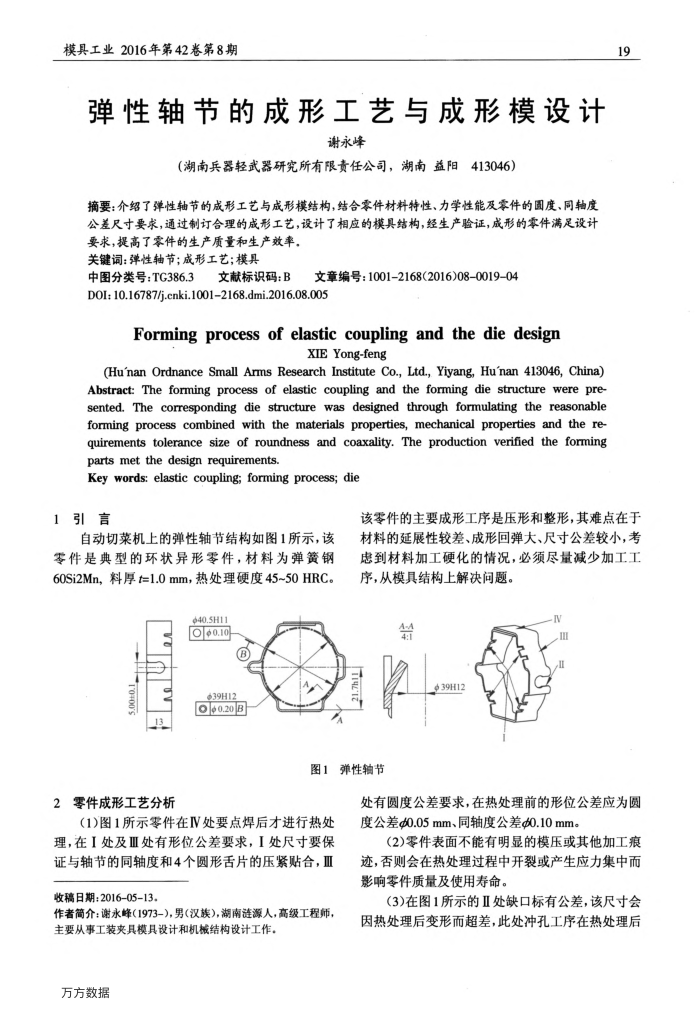
自动切菜机上的弹性轴节结构如图1所示,该零件是典型的环状异形零件,材料为弹簧钢 60Si2Mn,料厚t=1.0mm,热处理硬度45~50HRC。
Φ40.5H11 00.10
B
10H00
13
2零件成形工艺分析
ZIH669 Q0.20B
19
该零件的主要成形工序是压形和整形,其难点在于材料的延展性较差、成形回弹大、尺寸公差较小,考虑到材料加工硬化的情况,必须尽量减少加工工序,从模具结构上解决问题。
39H12
图1弹性轴节
处有圆度公差要求,在热处理前的形位公差应为圆
(1)图1所示零件在IV处要点焊后才进行热处理,在I处及Ⅲ处有形位公差要求,I处尺寸要保证与轴节的同轴度和4个圆形舌片的压紧贴合,Ⅱ
收稿日期:2016-05-13.
作者简介:谢永峰(1973-),男(汉族),湖南涟源人,高级工程师,
主要从事工装夹具模具设计和机械结构设计工作。万方数据
度公差d0.05mm、同轴度公差d0.10mm。
(2)零件表面不能有明显的模压或其他加工痕迹,否则会在热处理过程中开裂或产生应力集中而影响零件质量及使用寿命。
(3)在图1所示的Ⅱ处缺口标有公差,该尺寸会因热处理后变形而超差,此处冲孔工序在热处理后
上一章:SKH55热处理工艺改进
下一章:汽车散热器主片成形工艺改进及模具设计