您当前的位置:首页>论文资料>浅谈爪极式永磁同步电机关键工序及过程监控
内容简介
 编辑/肖秀玲
编辑/肖秀玲Practice实务
浅谈爪极式永磁同步电机
关键工序及过程监控@文/程华
小功率电动机强制性产品认证实施规则(CNCA-01C-013: 2007)中(工厂质量保证能力》第4.1条款规定“工厂应对关键生产工序进行识别”:第4.3条款规定“可行时,工厂应对适宜的过程参数和产品特性进行监控”。
所谓“关键工序”是指:对产品使用功能、电气性能或者安全状况有重要影响的工序;产品重要质量特性形成的工序;工艺复杂,质量容易波动,对操作技艺、工艺参数、设备、原辅材料要求高的工序。
列入强制性产品认证的爪极式永磁同步电机(下称爪极电机)主要生产工序有:骨架注塑 →绕线一焊引线→包扎→装配外壳一包装入库。
多数瓜极电机生产工厂认为,爪极电机没有“关键工序” 可言,或将“骨架注塑”工序识别为“关键工序”。其实“焊引线”“包扎”才是形成“爬电距
离、电气间隙”
“引线固定”等
安全特性的工序,应识别为“关键工序”,必要时,编制作业指导书,并对过程参数进行监控,操作者按作业指导书的要求实施操作,并保持监控记录,
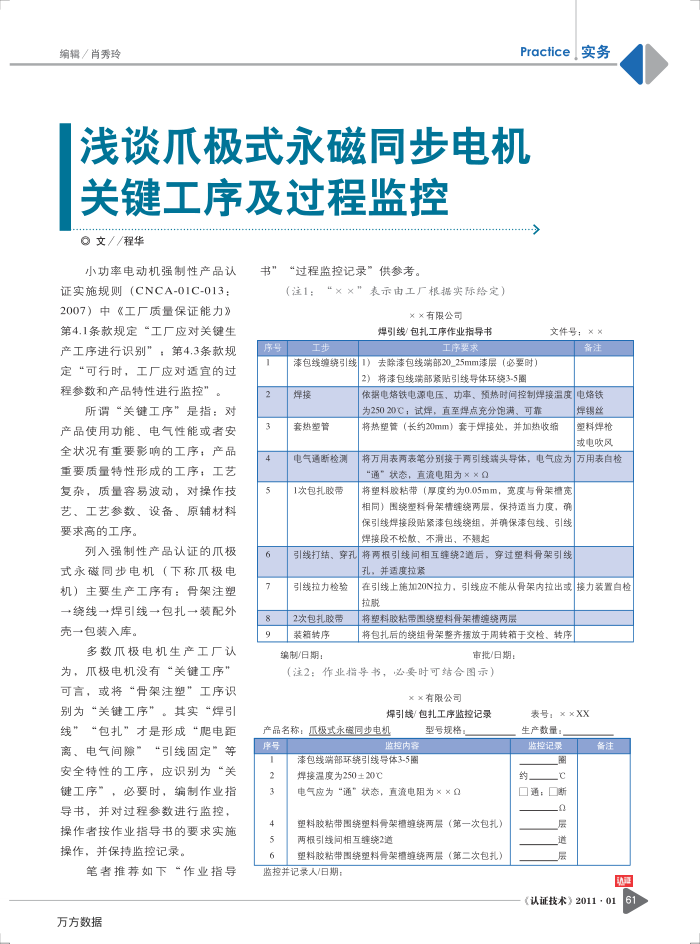
笔者推荐如下“作业指导万方数据
“过程监控记录”供参考。
书”
(注1:“××"表示由工厂根据实际给定)
xx有限公司
焊引线/包扎工序作业指导书
序号 8 9
工步
工序要求
漆包线缠绕引线1)去除漆包线端部20_25mm漆层(必要时)
2)将漆包线端部紧贴引线导体环绕3-5圈
焊接
套热塑管
电气通断检测 1次包扎胶带
文件号:××
依据电烙铁电源电压,功率、预热时问控制焊接温度电烙铁
为25020℃;试焊,直至焊点充分饱满、可靠
将热塑管(长约20mm)套于焊接处,并加热收编
焊锡丝塑料焊枪或电吹风
将万用表两表笔分别接于两引线端头导体,电气皮为万用表自检“通”状态,直渣电阻为××Q
将塑料胶粘带(厚度约为0.05mm,宽度与骨架槽宽相同)围绕料骨架槽缝绕两层,保持适当力度,确保引线焊接段贴紧漆包线绕组,并确保漆包线、引线焊接段不松敏、不滑出,不题起
引线打结、穿孔
将两根引线间相互缝绕2道后,穿过塑料骨架引线孔,并适度拉紧
引线拉力检验 2次包扎胶带装箱转序
编制/日期:
在引线上施加20N拉力,引线应不能从骨架内拉出或接力装置白检拉脱
将塑料胶粘带围绕塑料骨架槽缠绕两层
将包扎后的绕组骨架整齐据放于周转箱于交检、转序
审批/日期:
(注2:作业指导书,必要时可结合图示)
xx有限公司
焊引线/包扎工序监控记录
产品名称:瓜极式永磁同步电机
序号 2
5 6
监控内客
漆包线端部环绕引线导体3-5图焊接温度为250±20℃
型号规格:
电气应为“通”状态,直流电阻为××Q
塑料胶粘带围绕塑料骨架槽缠绕两层(第一次包扎)两根引线问相互缝绕2道
塑料胶粘带围绕塑料骨架槽缠绕两层(第二次包扎)
监控并记票人/日期:
表号:× ×XX 生产数量:
监控记录
图
约
口通:口断
0 层道层
备注
(认证技术)2011・01
上一章:如何应对海湾GCC汽车认证新变化
下一章:输非货物装运前检验业务的几点问题