����ǰ��λ�ã���ҳ>��������>�����Ͽ�ܵ�װ������
�����Ͽ�ܵ�װ������
���ݼ��
 ��е������ժһһ���ӷֲ�
��е������ժһһ���ӷֲ������Ͽ�ܵ�װ������
֣��
����е��ѧ�о�Ժ�����������о�����������������150028��
0ǰ��
ij���Ź�˾��¸ֺ�����Ϊ�ڿ�������1900mm �廵���������ù�˾�е������Ρ����ζΣ����ζΡ���ֱ�Ρ�ˮƽ��)���豸�ļӹ���װ�䡣
���ζμ��ϡ��¿�ܣ���Ҫ��16Mn���ʵĺ�ְ���ɣ��ṹΪ��Ƭ�庸�ṹ�������¿ڴṹ������ص㡣���ؼ���λ�����������λ�þ�ȷ��Ҫ���ϣ�ͨˮ�������մ�ѹ������©���ҹ����֮����뵥ǻ��ѹ������©������ֶѺ��㲻�ó����κα���ȱ�������ס������ȡ������ڱ�֤����������ǰ���£����ƺ��ӱ�������������Ĺؼ���װ��ߴ�100mm��1 mm�����ó���ƫ������Ի��ζ��Ͽ��Ϊ����������װ�����չ��̼������г��ֵ����⣬��ȡ��Ӧ�Ĵ�ʩ�����ζ��Ͽ�������ʳߴ�3790mm��1850mm��1365 mm������9730kg��
1���տ����Է���
���ӹ��ն��ϡ��¿�ܲ�ȡ�˷ֲ�����װ�ķ�����
����Ϊ���֣����������Ŀ���塣��������ȡ�������Ӽ������������ڿ��ƺ��ӱ��Ρ����м�����Ϊ������������������Ǵ�ֱ�ģ�������������ʩ����Ҳ�����ڽ����������庸�ӣ���Ϊ���������С��ͨˮ���ܵĺ��ӽ����ѣ������������ѱ�֤����Ƭ�麸��������Է��㣬�ܵ���˵����ȡ�ķֲ�����װ�����ǿ��еġ�
2װ�����չ��� 2.1����Ҫ��
�ϸ�ִ��ͼֽ�м���Ҫ����йع涨������������1/1000���ǡ�ͨˮ����ȱ�ڴ��������֮��ӿڴ�������TIG������֤�ܱ��ԣ��������̼�ֺ��Ӳ���
������
�����ֳ�
A302��3.2mm�������Ѻ���HS367D��1.2mm��˿��������H08Mn2Si����1.2mm����ܷ��غ������в���ֶѺ����Ѻ����Ϊ6mm���Ѻ�ǰ���Ѻ������������������ͭ�彫�Ѻ��ܱ߹̶���ȷ���Ѻ��ܱߴ�ֱ
�ȡ����ӻ����¶�����ͣ���ǰԤ��100~150�档 2.2װ������
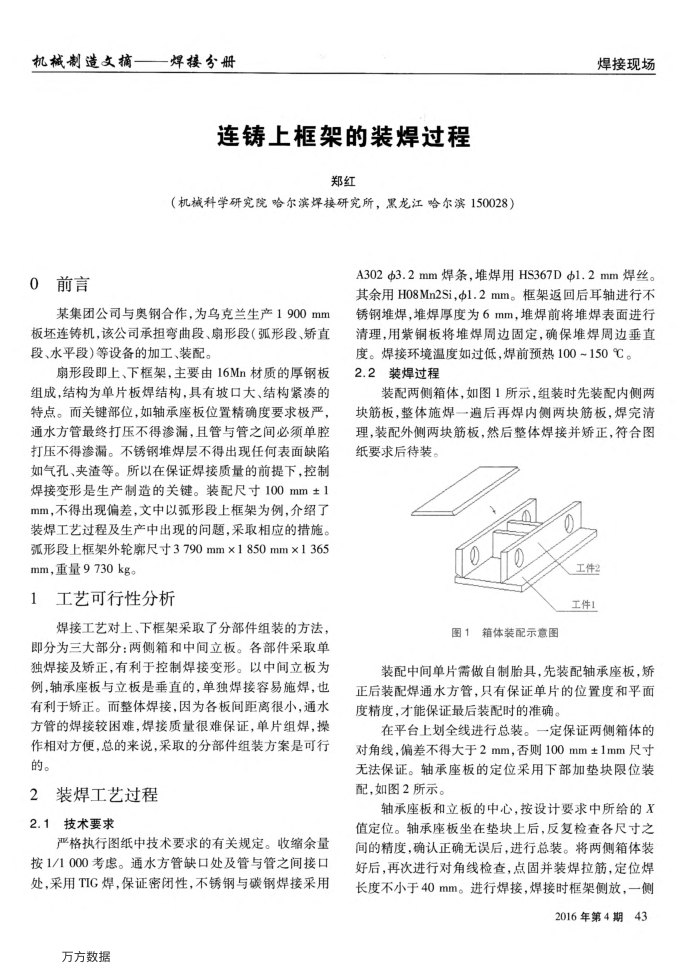
װ���������壬��ͼ1��ʾ����װʱ��װ���ڲ������壬����ʩ��һ����ٺ��ڲ������壬����������װ����������壬Ȼ�����庸�Ӳ�����������ͼֽҪ����װ��
��������1
ͼ1����װ��ʾ��ͼ
װ���м䵥Ƭ��������̥�ߣ���װ��������壬������װ�亸ͨˮ���ܣ�ֻ�б�֤��Ƭ��λ�öȺ�ƽ��Ⱦ��ȣ����ܱ�֤���װ��ʱ��ȷ��
��ƽ̨�ϻ�ȫ�߽�����װ��һ����֤��������ĶԽ��ߣ�ƫ��ô���2mm������100mm��1mm�ߴ�����֤���������Ķ�λ�����²��ӵ����λװ�䣬��ͼ2��ʾ��
����������������ģ������Ҫ����������X ֵ��λ������������ڵ���Ϻ��������ߴ�֮��ľ��ȣ�ȷ����ȷ���������װ������������װ�ú��ٴν��жԽ���飬��̲�װ�������λ�����Ȳ�С��40mm�����к��ӣ�����ʱ��ܲ�ţ�һ��
2016���4��43