您当前的位置:首页>论文资料>大直径氮化缸套加工工艺研究
内容简介
 大直径氮化缸套加工工艺研究吕爱敏
大直径氮化缸套加工工艺研究吕爱敏(沈阳鼓风机集团股份有限公司,辽宁沈阳110869)
制造工艺 Manufartaring Proc
[摘要]:介绍了往复压缩机件缸套中大直径薄壁氮化缸套的切削加工特点和加工技术,阐述了游壁会加工过程中引起变形诸多因素及解决措施。
[关键调]:氮化;红套;变形;工艺路线;工装;刀具:设备
中图分类号:TH457
文献标志码:B
文章编号:1006-2971(2014)01-0053-04
ResearchonProcessingofNitrideCylinderLinerwithLargeDiameter LV Ai-min
(Shenyang Blower Work Group Corporation,Shenyang 110869, China)
Abstract:This paper has introduced the cutting and machining features and processing technology of nitride cylinder liner with large diameter and thin wall in reciprocating compressor,and specified the several factors that will cause deformation during processing liner with thin wall and its solving measures.
Key words:nitride;cylinder liner;deformation;process route;frock;tool;equipment
1引信
往复机新产品2D40-68.8/17-24-BX型循环压缩机,为江苏中能项目开发的新产品,缸套材料选用是38CrMoAIA,内径表面要求氮化处理,图纸要求精度很高,而刚性差。该零件的壁厚与内径曲率半径之比小于1:20,属于薄壁零件,薄壁零件在加工中对各种影响因素十分敏感,极易产生变形(弹性变形、塑性变形),很难满足精度要求,严重影响产品质量。内径氮化处理后表面很硬,亦给加工带来很大困难。
缸套技术要求分析 2
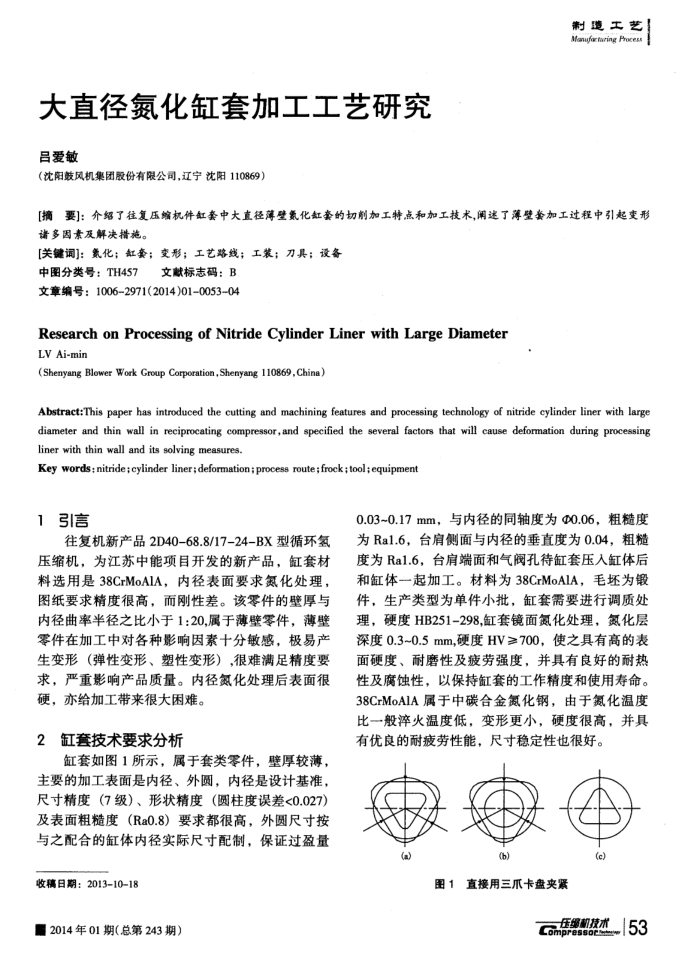
缸套如图1所示,属于套类零件,壁厚较薄,主要的加工表面是内径、外圆,内径是设计基准,尺寸精度(7级)、形状精度(圆柱度误差<0.027)及表面粗糙度(Ra0.8)要求都很高,外圆尺寸按与之配合的缸体内径实际尺寸配制,保证过盈量
收稿日期:2013-10-18
2014年01期(总第243期)
0.03~0.17mm,与内径的同轴度为@0.06,粗糙度为Ra1.6,台肩侧面与内径的垂直度为0.04,粗糙度为Ra1.6,台肩端面和气阀孔待缸套压入缸体后和缸体一起加工。材料为38CrMoAIA,毛坏为锻件,生产类型为单件小批,缸套需要进行调质处理,硬度HB251-298,缸套镜面氮化处理,氮化层深度0.3~0.5mm硬度HV≥700,使之具有高的表面硬度、耐磨性及疲劳强度,并具有良好的耐热性及腐蚀性,以保持缸套的工作精度和使用寿命。 38CrMoAIA属于中碳合金氮化钢,由于氮化温度比一般淬火温度低,变形更小,硬度很高,并具有优良的耐疲劳性能,尺寸稳定性也很好。
(b)
图1直接用三爪卡盘夹紧
Cc
压缆机技术53 Compre