15CrMo�ͼ����������Ѻ�Inconel600��������Ӧ��
���ݼ��
 �����뺸��
�����뺸��ʯ�ͻ����豸������2016��37��6����51�� Petro-Chemical Equipment Technology
15CrMo�ͼ����������Ѻ� Inconel600��������Ӧ��
�����
���к�ˎ������������е�����ţ��������ι�˾��������«��125001��
ժҪ����Ҫ������Inconel600�ڻ���15CrMo�Ƽ��ϴ��������Ѻ���������̼���������Դ�Ϊ���ݱ��ƺ��ӹ��գ�����ָ����̿���¶�ͷ���ɶ��ڱڵij��������Ѻ���ͨ���ԶѺ���ͷ�ĸ����������Լ����豸��ȫ���۵ķ�����Ϣ��֤����������������ȷ�ɿ��ģ����ӹ����ǿ��к����ģ�
�ؼ��ʣ�15CrMo�ͼ����������Ѻ�Inconel600
���к���������������е(����)�������ι�
ͬ�е����������ij��̿���²��η�ͷ���ɶ��ڱ���Ҫ�Ѻ������Ͻ𡣸ò�λ�ڷ��۹����н�����500����µĿ��飬�Ѻ���ͷ�������Ը��豸�İ�ȫ����ʮ�ֹؼ���������Ҫ�������̽���ò����ĶѺ�����[1-8]��
���ڻ�����Ѻ�������ڻ�ѧ�ɷ��ϴ��ڲ�
�죬�Ѻ������л������ʴ�������ϡ�͵����⡣���Թ�˾ѡ������������)�Ѻ����治ƽ��С���۷�Ч�ʸߡ�����dzϡ���ʵ͡��Ͻ�Ԫ����������Ԫ�����ӽ��ٵĴ��������Ѻ������� Inconel6oo�ǰ�������֯�����Ͻ����۳ؽ������������������Ըߡ�������������ʪ�Լ������Բ�Ȼ��⡣��ˣ���Ҫ������������֤�Ѻ�������һ�Ǻ��ĵĺ���ѡ���Լ����ƺ��ӹ���������Ԫ�ص����룻����ͨ���������������ҵ����˵ĺ��ӹ淶������������Ԥ�ȡ����ȼ������ȴ������հ��š�
�豸����Ҫ����ָ��
�豸Ͳ�塢�Ϸ�ͷ���²��η�ͷ����Ϊ 15CrMoRʮS11306���ϰ壻�²��η�ͷ���ɶβ���Ϊ15CrMoIV���ͼ����ڱ�����Ѻ�In conel600���������Ϊ���࣬����¶�Ϊ475�棨�/500�棨�ף������ѹ��Ϊ0.88MPa�����豸����Ϊ��ѹ���͡����ѻ����͡���̿����������
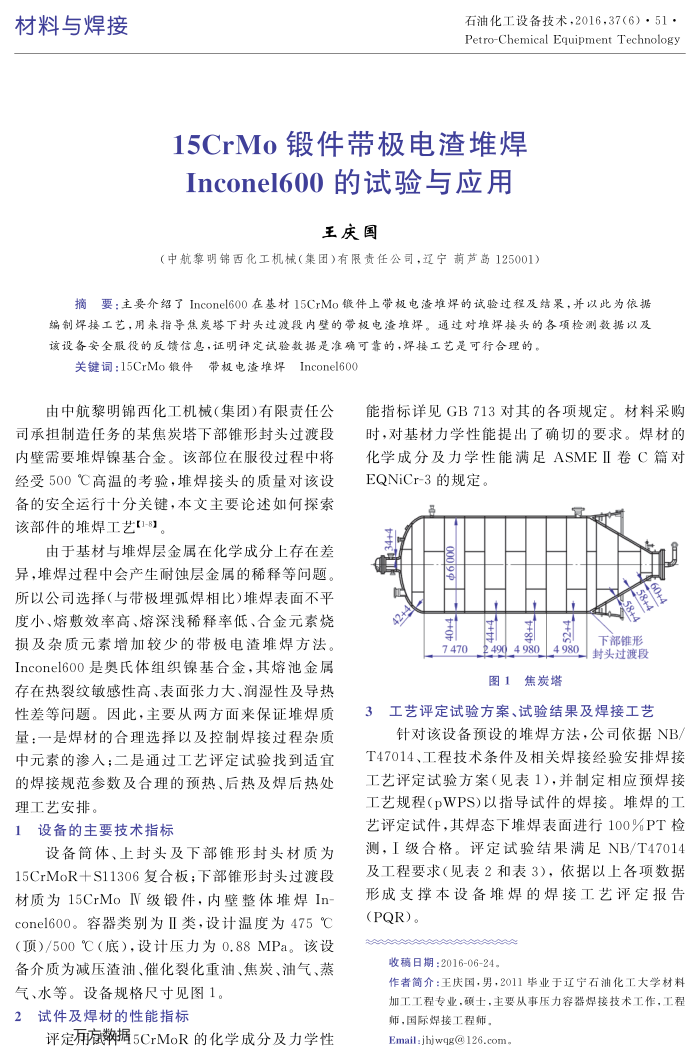
����ˮ�ȡ��豸���ߴ��ͼ1�� 2�Լ������ĵ�����ָ��
��������5CrMoR�Ļ�ѧ�ɷּ���ѧ��
��ָ�����GB713����ĸ���涨�����ϲɹ�ʱ���Ի�����ѧ���������ȷ�е�Ҫ���ĵĻ�ѧ�ɷּ���ѧ��������ASME���Cƪ�� EQNiCr-3�Ĺ涨
¡Χ
52+4
�²���
7470490_4980|4980��ͷ���ɶ�
ͼ1��̿��
3�����������鷽���������������ӹ���
��Ը��豸Ԥ��ĶѺ���������˾����NB
T47014�����̼�����������غ��Ӿ��鰲�ź��ӹ����������鷽��������1�������ƶ���ӦԤ���ӹ��չ��(pWPS)��ָ���Լ��ĺ��ӡ��Ѻ��Ĺ��������Լ����亸̬�¶Ѻ��������100%PT��⣬I���ϸ���������������NB/T47014 ������Ҫ����2�ͱ�3�����������ϸ��������γ�֧�ű��豸�Ѻ��ĺ��ӹ�����������(PQR)��
�ո����ڣ�2016-06-24��
����飺��������У�2011��ҵ������ʯ�ͻ�����ѧ���ϼӹ�����רҵ��˶ʿ����Ҫ����ѹ���������Ӽ�������������
ʦ�����ʺ��ӹ���ʦ�� Email.jhjwqg@126.com