您当前的位置:首页>论文资料>优化测量路线提高零件硬度测量准确度
内容简介
 科技论坛
科技论坛优化测量路线提高零件硬度测量准确度
张金凤
(哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150066)
.7
摘要:主要论速了影响硬度测量准确度的因素,并通过精益六西格玛工具逐一分析各个因素的影响程度,锁定关健因素,消除关键因素的影响,优化测量路线,达到提高本件硬度测量准确度的目的。
关键词:热处理;硬度;精益;对比测量;优化路线
金属抵抗其它更硬物体压人其表面的能力称为硬度。硬度不像强度、延伸率等,它不是单纯的物理或力学量,而是代表着弹性、塑性、塑性变形强化率、强度、韧性等一系列不同的物理组合的一种综合性能指标。本文主要论述了影响硬度测量准确度的因素,并通过精益六西格玛工具逐一分析各个因素的影响程度,锁定关键因索,消除关键因素的影响,已达到提高零件硬度测量准确度的目的。
1影响硬度检测准确性的主要原因
1.1制件表面未清理干净,有油污、锈迹、氧化皮、局部退火或冷作硬化。
1.2制件试验面表面粗糙度不符合要求。
1.3制件放置不正确,与硬度计轴线平行、垂直掌握不好。
1.4检测硬度的部位选择不当,离边缘太近或测点之间距离太小等。
1.5操作不准确或测量压痕值不准。 2XX零件的硬度测量
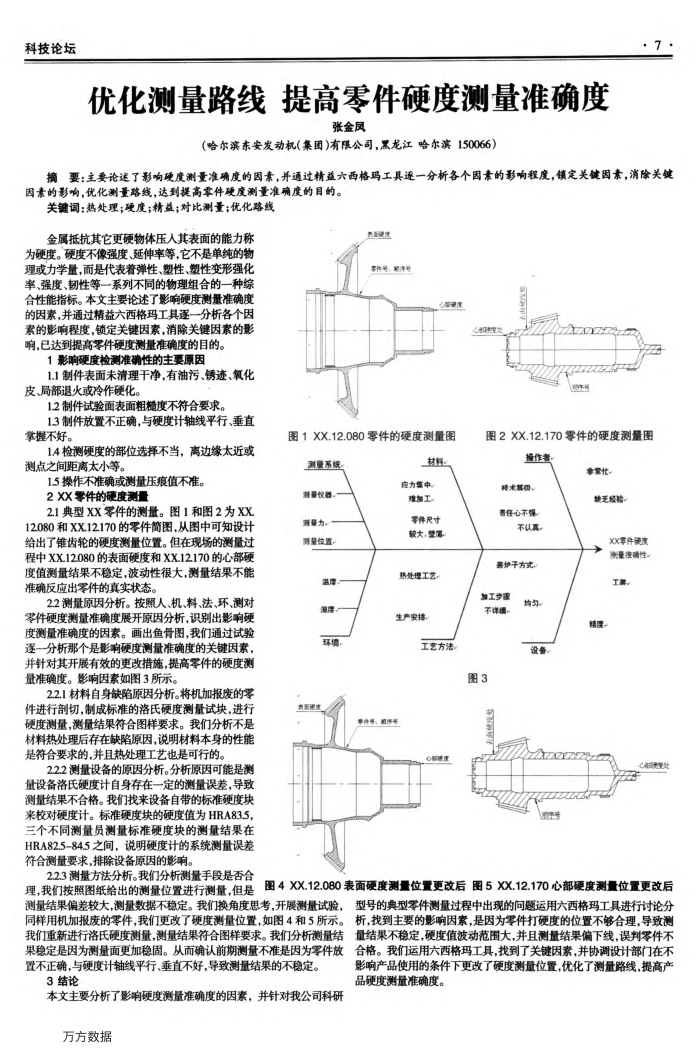
2.1典型XX零件的测量。图1和图2为XX 12.080和XX.12.170的零件简图,从图中可知设计给出了锥齿轮的硬度测量位置。但在现场的测量过程中XX12.080的表面硬度和XX12.170的心部硬度值测量结果不稳定,波动性很大,测量结果不能准确反应出零件的真实状态。
22测量原因分析。按照人、机、料、法、环、测对零件硬度测量准确度展开原因分析,识别出影响硬度测量准确度的因素。画出鱼骨图,我们通过试验逐一分析那个是影响硬度测量准确度的关键因素,并针对其开展有效的更改措施,提高零件的硬度测量准确度。影响因素如图3所示。
2.2.1材料自身缺陷原因分析。将机加报废的零件进行剖切,制成标准的洛氏硬度测量试块,进行硬度测量,测量结果符合图样要求。我们分析不是材料热处理后存在缺陷原因,说明材料本身的性能是符合要求的,并且热处理工艺也是可行的。
2.2.2测量设备的原因分析。分析原因可能是测量设备洛氏硬度计自身存在一定的测量误差,导致测量结果不合格。我们找来设备自带的标准硬度块来校对硬度计。标准硬度块的硬度值为HRA83.5, 三个不同测量员测量标准硬度块的测量结果在 HRA82.5-84.5之间,说明硬度计的系统测量误差符合测量要求,排除设备原因的影响。
2.2.3测量方法分析。我们分析测量手段是否合理,我们按照图纸给出的测量位置进行测量,但是
益区理区
#号,服字号
质
图1XX.12.080零件的硬度测量图
测量系统测量收器、测量力。测量位置
温度。温度。环境
表西证
材料。
力售中。难加工
零件尺寸较大,整第
热处理工艺生产安排,
工艺方法
净件号、阳序号
图2XX.12.170零件的硬度测量图
操作者
事常忙
特术等损
缺乏经验。
责任心不强。
不认真。
XX零件硬度
募炉子方式。加工步课
不详握。
图3 线度考
均匀设备。
22
精度
测量准确性。工楼
C究社
图4XX.12.080表面硬度测量位置更改后图5XX.12.170心部硬度测量位置更改后
测量结果偏差较大,测量数据不稳定。我们换角度思考,开展测量试验,同样用机加报废的零件,我们更改了硬度测量位置,如图4和5所示。我们重新进行洛氏硬度测量,测量结果符合图样要求。我们分析测量结果稳定是因为测量面更加稳固。从而确认前期测量不准是因为零件放置不正确,与硬度计轴线平行、垂直不好,导致测量结果的不稳定。
3结论
本文主要分析了影响硬度测量准确度的因素,并针对我公司科研万方数据
型号的典型零件测量过程中出现的间题运用六西格玛工具进行讨论分析,找到主要的影响因索,是因为零件打硬度的位置不够合理,导致测量结果不稳定,硬度值波动范围大,并且测量结果偏下线,误判零件不合格。我们运用六西格玛工具,找到了关键因素,并协调设计部门在不影响产品使用的条件下更改了硬度测量位置,优化了测量路线,提高产品硬度测量准确度。
上一章:优质护理在神经内科的重要性分析
下一章:工业工程理论在设备维修领域的应用