您当前的位置:首页>论文资料>控制流速对常压馏程测定结果的影响
内容简介
 科技论坛
科技论坛控制流速对常压馏程测定结果的影响
王忠刘天宇
(大庆炼化公司质量检验与环保监测中心,黑龙江大庆163000)
・ 59 -
摘要:常压编程测定是根据试样的组成、蒸汽压、预期初馏点和预期终馏点等性质,将试样归类为五个组别中的一组。将100mL试样在其相应组列所规定的情况下,在环境大气压和设计约为一个理论分流塔板的情况下,用实验室间歌蒸编仪器进行蒸编。
关键词:初馅点;千点;测定
常压馏程测定法即通常所说的恩氏蒸馏,它是间歌式没有精馏作用的渐次蒸发蒸馏的典型代表。在决定一种油品的用途和加工方案时,必须先知道其中所含轻重组分的数量,测定留程大致可以看出油品中含有轻油、重油等馏分数量的多少。控制装置操作条件是以馈出物的留程结果为基础。可鉴定其蒸发性,从而判断其在使用时的适用程度。
1确定样品的组别
1.1被测样品的所属组别的特性见表1,
1.2调整加热,控制各段时间等实验条件见表2。
表1组别特性
品特性疆分类型
(压 (37. 8°C) /KPa G试验方法GB/T8017) 燕解特性,初蕴点/C 燕解特性,终馈点/C
项目
冷凝消温度/C
接收量简周图冷却潜温度/ c
0组天燃汽油
1组 65.5
250
2组 ≤65 5
250
表2实验条件
08 01 0~4
从开始加热到初增点时间2~5/nin
以初缩点到5%回收体织的时间]/s
从初增点到10%回收体积的3--4 时间]/ain
从5%回收体积到燕增烧瓶中5显.践留物的均均单均冷凝速率/(nL/量in)
从10%回收体积到蒸增烧瓶
45
中5显.践留物的均均单均冷凝速率/(nL/量in)
以蒸增烧瓶中残自物到
565
终增点的时间//ain
2#
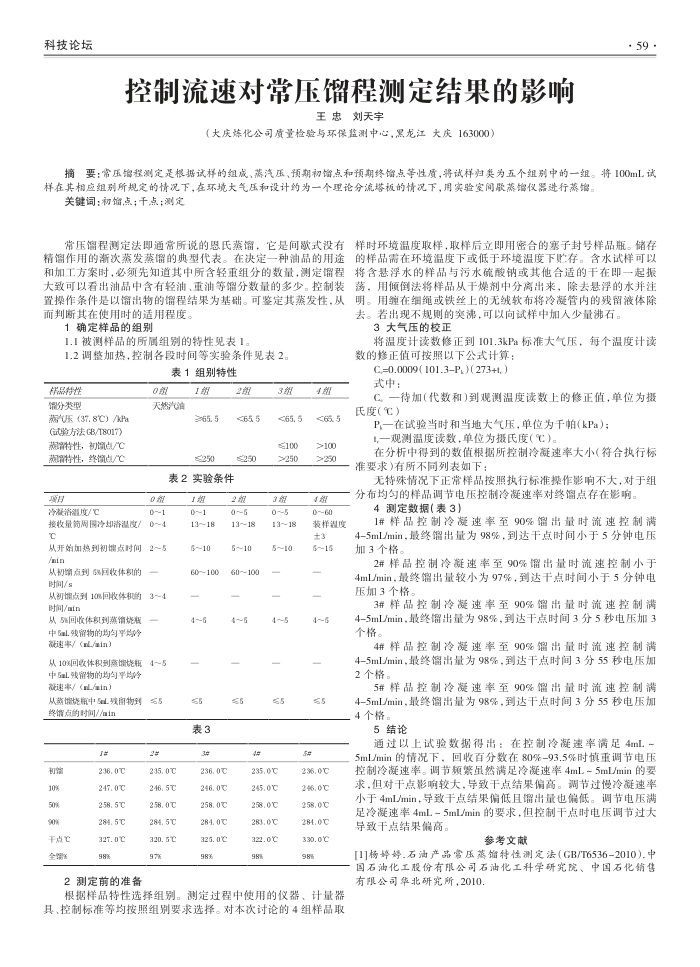
初留 10% 50% 90% 干点℃ 全编
236.0℃ 247.0℃ 258.5℃ 284.5TC 327.0℃ 98%
235.0℃ 246.5C 2.58.0℃ 284.5℃ 320.5℃ 326
了超 0~1 1318
5-10 60~100
4~5 5 表3 3
28 0~5 1318
5~10 60100
4~5 5
4
236.0℃ 246. 0C 258.0℃ 284. 0C 325.0℃ 98%
3组 ≤65. 5 ≤100 >250
38 0~5 13-18
5~10 4~5
55
4组 ≤65. 5 >100 >250
48 0~60
装样温度
±3 5~15
4~5 55
5#
235.0C 245.0C 258.0C 283.0c 322.0'℃ 98%
236.0C 246.0C 258.0C 284.0c 330.0*℃c 98%
2测定前的准备
测定过程中使用的仪器、计量器
根据样品特性选择组别。
其、控制标准等均按照组别要求选择。对本次讨论的4组样品取
样时环境温度取样,取样后立即用密合的塞子封号样品瓶。储存的样品需在环境温度下或低于环境温度下贮存。含水试样可以将含悬浮水的样品与污水硫酸钠或其他合适的干在即一起振
用倾倒法将样品从干燥剂中分离出来,除去悬浮的水并注荡,
用缠在细绳或铁丝上的无绒软布将冷凝管内的残留液体除
明。
若出现不规则的突沸,可以向试样中加人少量沸石。去。
3大气压的校正
将温度计读数修正到101.3kPa标准大气压,每个温度计读数的修正值可按照以下公式计算:
C,=0.0009(101.3P )(273+t,) 式中:
C,一待加(代数和)到观测温度读数上的修正值,单位为摄氏度(℃)
P一在试验当时和当地大气压,单位为千帕(kPa); 1一观测温度读数,单位为摄氏度(℃)。
在分析中得到的数值根据所控制冷凝速率大小(符合执行标准要求)有所不同列表如下:
无特殊情况下正常样品按照执行标准操作影响不大,对于组分布均勾的样品调节电压控制冷凝速率对终馏点存在影响。
4
测定数据(表3)
1#样品控制冷凝速率至90%馏出量时流速控制满 4-5mL/min,最终馏出量为98%,到达干点时间小于5分钟电压加3个格。
2#样品控制冷凝速率至90%馏出量时流速控制小于 4mL/min,最终馏出量较小为97%,到达干点时间小于5分钟电压加3个格。
3#样品控制冷凝速率至90%馏出量时流速控制满 4-5mL/min.最终留出量为98%.到达干点时间3分5秒电压加3 个格。
4拼样品控制冷凝速率至90%溜出量时流速控制满 4-5mL/min,最终馏出量为98%,到达干点时间3分55秒电压加 2个格:
5#样品控制冷凝速率至90%馏出量时流速控制满 4-5mL/min,最终馏出量为98%,到达干点时间3分55秒电压加 4个格。
5结论
通过以上试验数据得出:在控制冷凝速率满足4mL。 5mL/min的情况下,回收百分数在80%-93.5%时慎重调节电压控制冷凝速率。调节颠繁虽然满足冷凝速率4mL~5mL/min的要求,但对干点影响较大,导致干点结果偏高。调节过慢冷凝速率小于4mL/min,导致干点结果偏低且馏出量也偏低。调节电压满足冷凝速率4mL-5mL/min的要求,但控制干点时电压调节过大导致干点结果偏高。
参考文献
[1]杨婷婷.石油产品常压蒸馅特性测定法(GB/T6536-2010.中国石油化工股份有限公司石油化工科学研究院、中国石化销售有限公司华北研究所,2010