L型截面铝型材拉弯成形截面畸变缺陷控制研究
内容简介
 第41卷第12期 Vol. 41No. 12
第41卷第12期 Vol. 41No. 12压技术银
FORGING & STAMPING TECHNOLOGY
L型截面铝型材拉弯成形截面畸变缺陷控制研究
梁继业,邓
钢,方斌
(中国中车长春轨道客车股份有限公司,吉林长春130062)
2016年12月 Dec.2016
摘要:以某轨道车辆L型截面铅型材构件为研究对象,利用数值模拟技术分析了L型截面铝型材拉弯成形申常见截面畸变跌陷的成因,研究了模具结构参数对截面变形的影响规律,提出相应截面畸变缺陷的控制措施,并通过试验进行了验证。结果表明:L型截面铝型材拉弯成形主要截面畸变缺陷为立边倾斜和横边竭陷;立边倾斜缺陷主要因挡板间照不合理引起,优化挡板间除能够有效控制立边倾斜缺陷;横边塌陷主要因拉弯过程中立边收缩引起,基于相应位置的立边收缩量,通过减小拉弯模具支撑面的深度能够有效控制横边塌陷缺陷。
关键词:L型截面铝型材;拉弯成形;截面畸变;挡板间隙;立边收缩量 DOI: 10. 13330/j. issn. 1000-3940. 2016. 12. 007
中图分类号:TG306
文献标识码:A
文章编号:1000-3940(2016)12-0042-04
Section distortion control for L-section aluminum profile
part in the stretch-bending process
Liang Jiye, Deng Gang,Fang Bin
( CRRC Changchun Railway Vehicle Co. , Lid. , Changchun 130062, China)
Abstract : For L-section aluminum profile part in a rail vehicle, the causes producing the section distortion defects in stretch-bending process were analyzed by the numerical simulation, and the influences of the bending die structure parameters on the section deformation were studied. Then, the corresponding defect controlling methods were proposed and verified by tests. Results show that the general sec-tion distortion defects are the vertical wall obliquing and the horizontal plate collapsing. The former is caused by the unreasonable holder gap, which can be eontrolled by optimizing the holder gap, while the later is mainly induced by the shrinkage of the vertieal wall, which can be controlled by decreasing the depth of the die supporting surface based on the shrinkage degree of the vertical wall.
Key words : L-section aluminum profile part; stretch-bending forming; section distortion; holder gap; shrinkage of vertical wall
铝合金具有质量轻、强度高、成形性好、耐腐蚀且可回收利用等多种优点,在轨道交通中的应用越来越广泛。轨道车辆车体构件几何尺寸大、精度要求高。为得到高质量的轨道车辆车体构件,常用拉弯工艺对铝合金型材弯曲件进行成形。拉弯工艺可在型材弯曲的同时对型材施加切向拉力,改善截面应力状态,从而减小回弹,提高成形件轮廓精度。然而,轨道车辆车体构件截面复杂,成形过程中容易出现多种截面畸变缺陷。为保证轨道车辆车体制造精度,需要对型材拉弯过程中常见的截面畸变缺陷开展系统地研究(1-6)
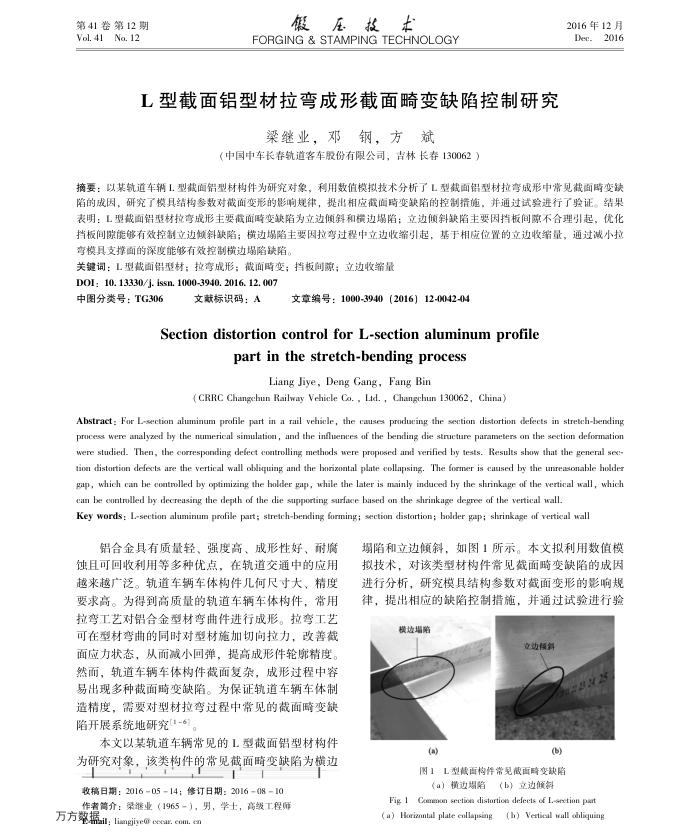
本文以某轨道车辆常见的L型截面铝型材构件为研究对象,该类构件的常见截面畸变缺陷为横边
收稿日期:20160514;修订日期:20160810 作者简介:桑继业(1965-),男,学士,高级工程师
万方蒙据ail:liangjiye@conar.com.cm
塌陷和立边倾斜,如图1所示。本文拟利用数值模拟技术,对该类型材构件常见截面畸变缺陷的成因进行分析,研究模具结构参数对截面变形的影响规律,提出相应的缺陷控制措施,并通过试验进行验
模过增陷
立边倾料
(a)
()
图1L型截面构件常见微面畸变缺陷(a)横边竭陷
(b)立边倾料
Fig 1Common section distortion defects of L-setion part
(a) Horizontal plate collapsing
(b) Vertical wall bliquing
上一章:基于薄壁梁落锤压溃高强钢动态力学性能分析
下一章:后背门内板成形工艺缺陷分析与优化