您当前的位置:首页>论文资料>Plasma-MIG复合电弧焊接技术发展
Plasma-MIG复合电弧焊接技术发展
内容简介
 特专题综述FealureArlicle
特专题综述FealureArliclePlasma-MIG复合电弧焊接技术发展
上海航天精密机械研究所(201600)哈尔滨工业大学现代焊接与连接国家重点实验室(150001)
王学远杨学勤杨涛高洪明
捕要随着交通运输、航空航天、海洋工程等行业的快速发展,对于高效化、高质量化的焊接生产提出了更高的需求。复合热源的产生对于实现高效化,高质量化的焊接展开了广阔的发展前景。PlasmaMIG复合电弧焊接特点在于焊丝熔化速度快、无飞溅、焊接过程稳定,焊缝成形美观、气孔少、晶粒小、接头质量高,是一种高效化、高质量化的复合热源焊接工艺。简要介绍了Plasma-MIG复合热源的研究进展及应用现状,并对未来该焊接工艺的发展趋势进行了分析评价。
高效化高质量
关键词:熔化极等离子复合电弧焊接
量发展及应用
中图分类号:TG453
0前言
Plasma-MIG焊接属于复合热源焊接技术,最早于 1972年由荷兰Philips实验研究中心的W.G.Essers 和A.C.Liefkens等人提出(1-2)在传统MIC焊枪的外围引燃等离子电弧,两种电弧在最外层保护气的包围下相互耦合并稳定燃烧,完成焊接过程。由于枪体的独特设计,焊丝的伸出长度很大,在焊接过程中焊丝端部、熔滴形成和过渡过程都处在烘热的等离子弧和外围保护气体中,使得保护效果大大增强。受水冷喷嘴压缩产生的等离子电弧会产生电磁收缩力,提升复合电弧的挺度和能量密度。由此可得出该方法的一系列特点3):①焊接效率高,在大电流情况下,使用1.6 mm的低碳钢焊丝熔敷率可以达到500g/min;②电弧的稳定性增强,在MIG电流从零到数百安培的范围内可实现无飞溅焊接:(3高温等离子弧的预热作用可改善铝、铜等导热性良好金属的焊接性,提高接头质量; 4)电弧的挺度提高后会拌熔池,使晶粒度变小,加速液态金属中气体的析出,减少焊缝气孔含量。
1Plasma-MIG设备研究及发展 1.1焊枪的研发
焊枪是Plasma-MIG焊接中重要的换能元件,根
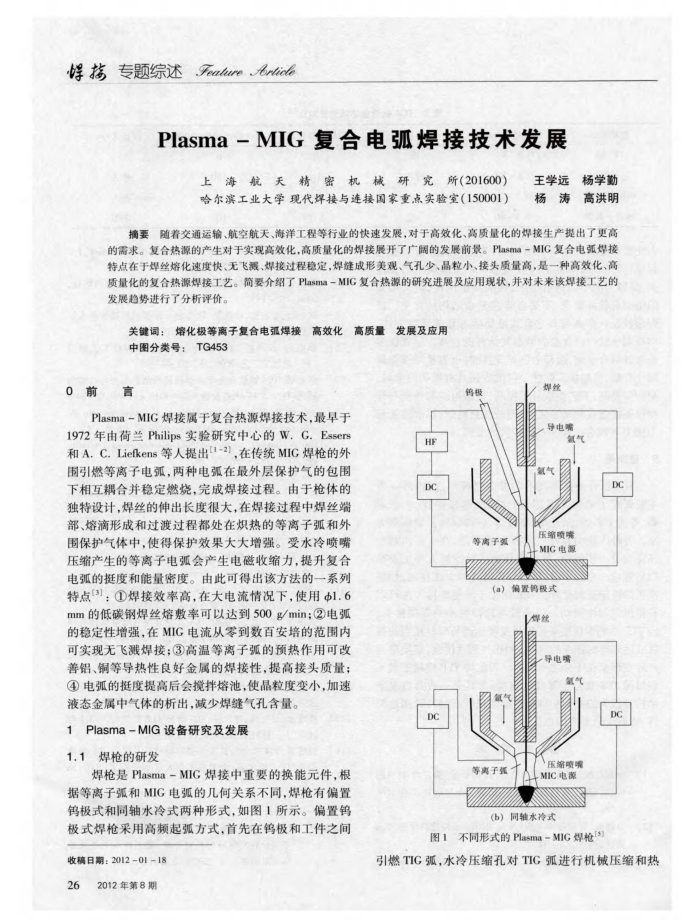
据等离子弧和MIG电弧的几何关系不同,焊枪有偏置钨极式和同轴水冷式两种形式,如图1所示。偏置钨极式焊枪采用高频起弧方式,首先在钨极和工件之间
收稿日期:2012-01-18
26
2012年第8期
HI
钨极
等离子弧
焊丝
导电哦
氢气
压缩喷嘴 MIG电器
(a)编置鸽极式
丝
导电嘴压缩喷明
等离子张
MIC电源
(b)同轴水冷式
图1不同形式的Plasma-MIG焊枪[5】
引燃TIC弧,水冷压缩孔对TIG弧进行机械压缩和热