����ǰ��λ�ã���ҳ>��������>��ƻ���β���������յļ�����չ����
��ƻ���β���������յļ�����չ����
���ݼ��
 ר��3��
ר��3����34��
OILANDGASTREATINGANDPROCESSING�����ӹ�35
��ƻ���β���������յļ�����չ����
����
�й�ʯ�����������﹫˾��Ȼ���о�Ժ���Ĵ��ɶ�610213
ժҪ��CB31570-2015��ʯ�����ƹ�ҵ��Ⱦ���ŷű�����ȷ�涨�й�һ�����������ƻ���װ���ŷ�β����S0��Ũ�ȵ���ֵΪ400mg/m"���ر�������ŷ���ֵΪ100mg/m��Ϊ�ﵽ�˱���Ҫ���й�������������ƻ���β��װ�þ����������Ҫ���м��������/��������������������������ƻ���β���������ռ����Ļ����ϣ��ܽ����4�����͵�β����꼼��������Ȼ��ǿ��ָ�������ʽβ�������¹��ն����������﹫˾��Ȼ������������������β������װ�õļ������켫�߲ο���ֵ���������Դ����¹��տ�չ����ǰ���о���FEED���Ľ��顣
�ؼ��ʣ�����˹װ�ã�β���������������գ�SCOT����Cansolv�������ʽβ�������¹��� DOI: 10. 3969 /j. issn. 1006 5539. 2016. 03. 008
��չ�ſ� 1
�й����һ�������2015��5��16�շ�����GB 31570-2015��ʯ�����ƹ�ҵ��Ⱦ���ŷű������ñ���ȷ�涨���й�һ�����������ƻ���װ���ŷ�β���� S0��Ũ�ȵ���ֵΪ400mg/m"���ر�������ŷ���ֵΪ 100mg/m���½���ҵ��2015��7��1����ִ�д˱���������ҵ��2017��7��1����ִ�д˱���GB31570-2015�涨��SO����ֵ����Զ����GB16297-1996��������Ⱦ���ۺ��ŷű����涨��960mg/m���½���ҵ����Ҳ�����������һ�����EPA�����ʯ��������ҵ�ƶ���MACT��Iͨ�ñ��й涨��714mg/m��Ϊ�ﵽ�˱���Ҫ���й�ʯ�ͻ������Ź�˾�ڽ��2���ھ������30������˹����ƻ���β��װ�õļ��������/��������
�ܷ�Ӧ�¶�������ѧƽ������ƣ���ʹ���÷�Ӧ�������õĴ���������ת�����գ���ͳ����˹װ�õ���ƻ��������Ҳֻ�ܴﵽ97%~98%����β�����к��д��� H,S��SO����Һ��������л�������Ǿ��������պ���SO������ʽ���˴���{"]���Խ�������Wyoming��Sin-clair����������ת������˹װ�ã���ģΪ47.7t/d)Ϊ����
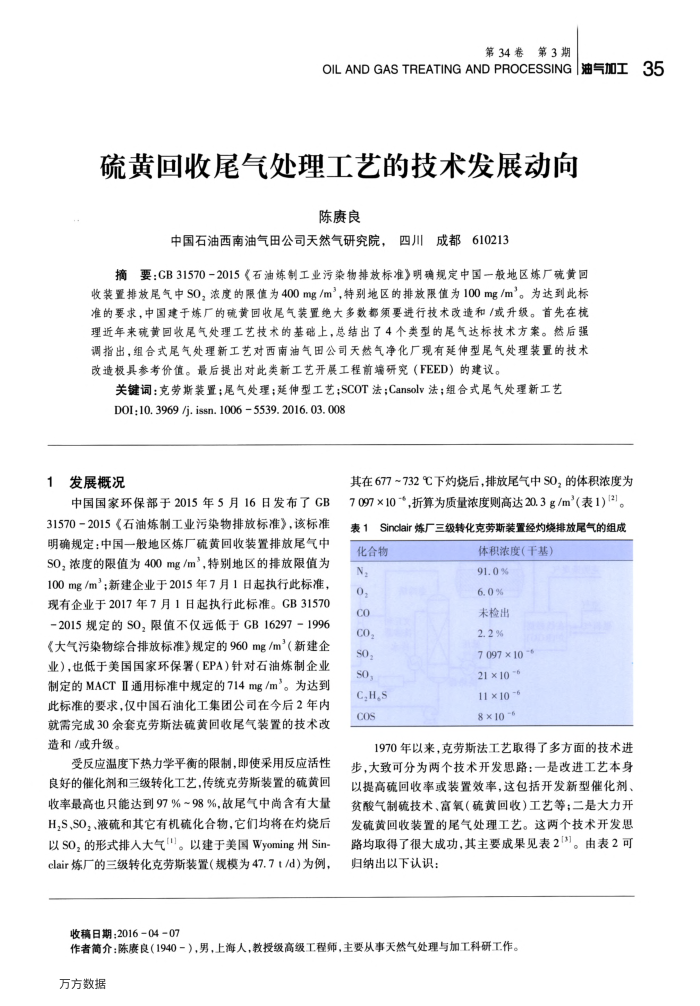
����677~732�������պ��ŷ�β����S0�������Ũ��Ϊ 7097��10*������Ϊ����Ũ����ߴ�20.3g/m����1��[2)����1Sinclair��������ת������˹װ�þ������ŷ�β�������
������
N, 0 co 203 S0, sO, C,H.s S0O
���Ũ�ȣ��ɻ���
91.0% 6.0% �� 2.2%
7097��10 6 21 ��10~6 11 ��10 -6 8 ��10 -6
1970������������˹������ȡ���˶��ļ������������¿ɷ�Ϊ������������˼·��һ�ǸĽ����ձ��������������ʻ�װ��Ч�ʣ�������������ʹ�����ƶ��������������������ƻ���)���յȣ����Ǵ���������ƻ���װ�õ�β���������ա���������������˼·��ȡ���˺ܴ�ɹ�������Ҫ�ɹ�����2(3]���ɱ�2�ɹ��ɳ�������ʶ��
�ո����ڣ�2016-04-07
����飺�V����1940�������У��Ϻ��ˣ����ڼ�������ʦ����Ҫ������Ȼ��������ӹ����й�����������