����ǰ��λ�ã���ҳ>��������>ԭ�ϼ���Ԥ�����Դ�װ�õ�Ӱ��
ԭ�ϼ���Ԥ�����Դ�װ�õ�Ӱ��
���ݼ��
 ԭ�ϼ���Ԥ�����Դ�װ�õ�Ӱ��
ԭ�ϼ���Ԥ�����Դ�װ�õ�Ӱ����ϼ��ʯ��(�п�(�㶫)��������˾���㶫տ��524002)
ժҪ��һ��װ�úͶ���װ�ô�2009��12��13�տ�ʼ�������ͼ���װ�õľ������ͣ�ʵ�������ͼ��������ѻ�װ�������Ż����������ľʹ�ԭ�ϼ���Ԥ�����Դ��������������������Ͳ�Ʒ�ֲ���Ӱ����з�����������ѻ������ͼ���װ�������������Ż���ʩ���������ݱ�������ԭ�ϼ���Ԥ������������������������������Ҫ����Ʒ�����á�
�ؼ��ʣ����û���ԭ���ͣ��������ͣ��Ż�
���ѻ���������ԭ����Ӧ��ǿ������Ч��õ��ص㣬�����ͳ����μӹ�����ռ����Ҫλ�á����ڹ�˾ԭ�͵ĸ����������ʻ��ļӹ����ԣ����ѻ�ԭ�����и������ʻ������ƣ�ԭ�����ʻ����̼���������ͽ��������ߣ���Ʒ�ֲ��Ͳ�Ʒ������
Ϊ��ȷ�����͵��Ϻ������ﵽ��I��I��Ҫ����Ҫ���ƴ�װ��ԭ�����ʣ���Ҫ;�������뾭���ͼ���װ�ü������ĵ�����������ԭ�ϣ��ٽ����Ͳ�Ʒ�������������ƴ�װ�õ�����������
1��ԭ���͵ļ���Ԥ����
ԭ�ϵ������ͨ�����������������ͷ���������ʾ��ʯ����ԭ�ϵĴ��ѻ����ܺã������ԭ������Խ����ѻ�����������ԭ�����м��Ե������ڴ��ѻ����������ѻ������Ļ�������ã����ʹ������ԣ������ѻ���Ӧ��ת���ʡ�������ͺͽ��������г��������͵����ﺬ���ߣ��ѽ����ܲ�������������͵������������ͣ�������Ԥ������ʹ�ֳ�������ת��Ϊ�����ѻ��Ļ��龭������ԭ�ϵ����������
ԭ�ϵĿ��ѻ��ԣ��������ƴ�װ�õ���������" 1.1���ͼ����ԭ���ͼ��������͵�����
һ����ʹ�õľ��������������ͼ���װ�á���װ�õ�
ԭ�������ʼ���2-1�������������ʼ���2-2��
�ӱ������ݿ��Կ�����ԭ���;�����������������ʾ����ڴ�ԭ��ָ���Ҫ�������͵�����ƽ��ֵΪ 0.148%����̿ƽ��ֵΪ0.34%���ܶ�ƽ��ֵΪ885.2kg/m
��2-1���ͼ����ԭ������
��Ŀ
����/c ������
97%����¶�
���ȣ�20C��/kg.s
�ʺ��ͻ�����/ug��g ��ǿ��8%
������
���ֵ 577(95%) 921 3.2 2000
������ 243 518.4 911.3 1. 87 1052 0.
¼��� z 512 912.8 2.6 1348 1.24
��Сֵ 233 493 905. 3 1.62 822 0.36
���/��
��Ŀ
������
����6
�ܶȣ�20�棩kg.s
���������uug.g ǿ̼��8%
��2-2�������͵�����
���ֵ 387(%66) 29 893.7 o.1 0. 066
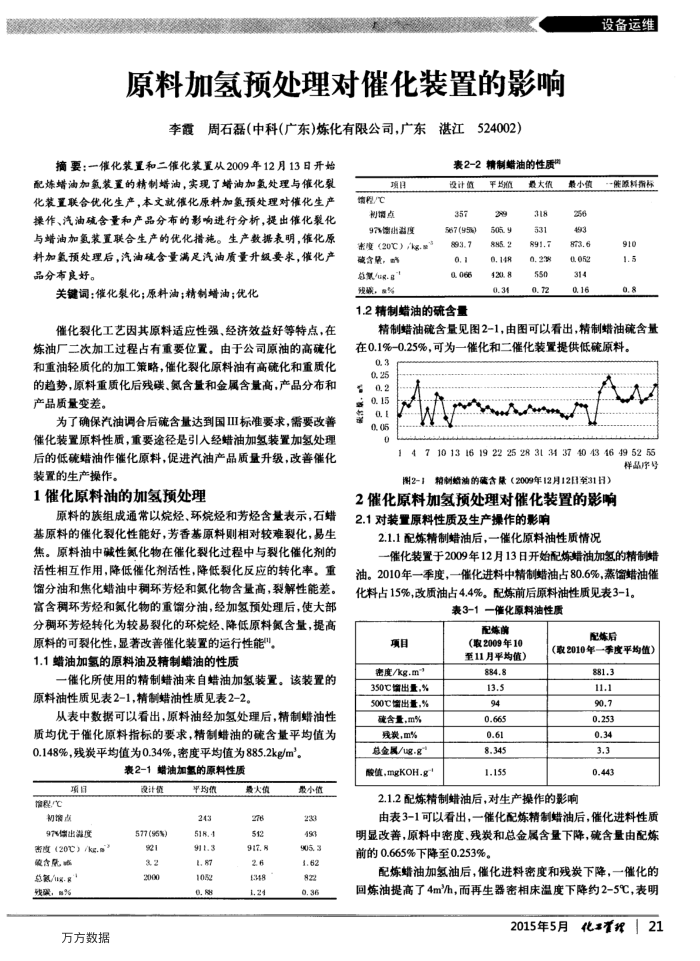
1.2�������͵�����
ƽ 29 505. 9 885. 2 0, 148 420. 8 0.34
���ֵ 318 531 891.7 0. 238 550 0. 72
���� 256 493 873.6 0.052 314 0.16
�豸��ά-��ԭ��ָ��
016 1.5
0.8
��������������ͼ2-1����ͼ���Կ�������������������0.1%-0.25%����Ϊһ���Ͷ���װ���ṩ����ԭ�ϡ�
0.3 0. 25 0.2 0.15 o. 0. 05
10 13 16 19 22 25 28 31 3 37 40 43 46 49 52 55
ȺƷ���
ͼ2-���������͵���������2009��12��12����31�գ�
2��ԭ�ϼ���Ԥ�����Դ�װ�õ�Ӱ�� 2.1��װ��ԭ�����ʼ�����������Ӱ��
2.1.1�����������ͺ�һ��ԭ�����������
һ��װ����2009��12��13�տ�ʼ�������ͼ���ľ������͡�2010��һ���ȣ�һ�������о�������ռ80.6%���������ʹ���ռ15%��������ռ4.4%������ǰ��ԭ�������ʼ���3-1��
��3-1����ԭ��������
����ǰ
��Ŀ�ܶ�/kg.m~ 350C��������% 500����������% ����,m% ��̿��m% �ܽ���/ug-g" ��ֵ.mgKOH.g
��ȡ2009��10 ��11��ƽ��ֵ��
884.8 13.5 94 0.665 0.61 8.345
1.155
������
(ȡ2010��һ����ƽԼֵ��
881.3 11.1 90.7 0.253 0.34 3.3
0.443
2.1.2�����������ͺ�����������Ӱ��
�ɱ�3-1���Կ�����һ�������������ͺ������������Ը��ƣ�ԭ�����ܶȡ���̿���ܽ��������½�������������ǰ��0.665%�½���0.253%��
�������ͼ����ͺ������ܶȺͲ�̿�½���һ���Ļ����������4m/h�������������ല�¶��½�Լ2-5�棬����
2015��5��
����121
��һ�£��������κ�±ˮ��﮵ļ���̽��
��һ�£���21�Ͽ���ײ���ѡ��������ģ��֤