����ǰ��λ�ã���ҳ>��������>����ƽ�жȺ����ľ��ۺϲ���װ�õķ���
����ƽ�жȺ����ľ��ۺϲ���װ�õķ���
���ݼ��
 InternalCombustionEngine&Parts
InternalCombustionEngine&Parts����ƽ�жȺ����ľ��ۺϲ���װ�õķ���
��С÷
������ְҵ����ѧԺ������350108��
�� 47 ��
ժҪ���Է��������˴�Сͷ��ƽ�жȡ����ľ�Ϊ�о�����,���������в����������ڵIJ��㣬�о����һ����������ƽ�жȺ����ľ��ۺϼ��䣬�ü��ʹ���Զ��������ᣬʵ��һ�ζ�λͬʱ���ƽ�ж�(������Ťѯ��)���������ڲ������ľ࣬ͬʱ���ü������һ����ͨ���ԡ�������ʵ����һ����ָ�����á�
�ؼ��ʣ����ˣ��ۺϼ�ߣ��Զ�����
0����
�����Ƿ�������ѹ�����˶�����Ҫ�ؼ���֮һ���乤�����ȶ��ԡ��ɿ�������Ӱ���ŷ�������ѹ����������������������Ϊ����������������Ҫ�����ǰ������ڻ���������ȼ�������������ѹ���������ᣬʹ����������ֱ���˶���Ϊ����Ļ�ת�˶���ͨ������������ֶ����������������˳����������Ĺ������⣬��Ҫ���������ڸ�ѹ����ͨ����������������ѹ��������������ͬ�����γɽ���غɣ����Ҫ�����˱�����п��������ƣ���͵����ԣ������нϺõ����Լ��㹻��ǿ�ȡ��նȡ����˵Ĺ������Ծ��������˵IJ��ϡ���ơ��ӹ����յ��и��ߵ�Ҫ��ͳ���������˵IJ����ձ����̼�ص��ʸֺͺϽ���ʸ�-2��Ϊ���㷢�������ܻ�����������Ҫ��ŷ�����ձ��ȹ��ѿ�ʼ�����˵IJ��ϴ��غϽ�ת������Ͻ�һ���Ͻ��ر���С�����ͻ����ˣ����ڻ������������Ͻ����ˡ����ڱ�֤�����˵IJ��Ϻ����˵ļӹ����ա��ӹ����ȵIJ������������м�����Ҫ�Ļ��ڡ�
Ŀǰ����������ƽ�жȣ��ҹ���Ҫ�����ֹ���������
[ƽ�жȲ�������V�ο�֧�����ζ�λ����������Ϊо����δ���ķ���)�����������ȡ���ķ��������������ľ����һ���ȷֱ������С��ֱ���ߴ磬�����뾶�ߴ磬Ȼ���ٲ�������֮��������С���룬���ϻ��ȥ����ʵ�ʰ뾶���Ӷ��õ�ʵ�����ľ࣬�������������ȡ��
�ķ�����
���ô�ͳ���ֹ���������ƽ�ж�ʱ���ζ�λ���
���ʵ�ڷ�����Ч�ʵͣ����Ҳ��õ��Ƕ�
����
��װж�dz����ѣ������˹�����������Ϊ�ȵĴ��ڣ������һ���IJ�����������������Dz���������ȡ��̫�̣���������Ŵ�3�����ľ�ʱ��������֮��������С����ʱ��Ϊ���Ӱ��Ƚϴ��ظ��������Բ�������ľ�Ҫͨ��������С��������֮��������С����
���ܼ���ó����ۼ����ϴ�������
��������dzɱ�
�ߣ���������ڳ����������������Ͽ��ټ��ƽ�жȺ�
���ľ��Ҫ�����������á���ˣ���Ƴ�
����ѧ
�жȿ���������ߣ���������߿��ټ�������Ե��Ȼ�����Ŀ��2014�긣��ʡ�������ʦ����������Ŀ��A��)һ��
��������ƽ�жȺ����ľ���ۺϼ���о���JA14419����Ŀ�����ˣ���С÷��
����飺��С÷����ʦ��˶ʿ�о�������Ҫ�о�����Ϊ��е�ṹ
��ơ�
������
Ϊ��Ҫ��
1���������˵Ľṹ 1.1�ṹ
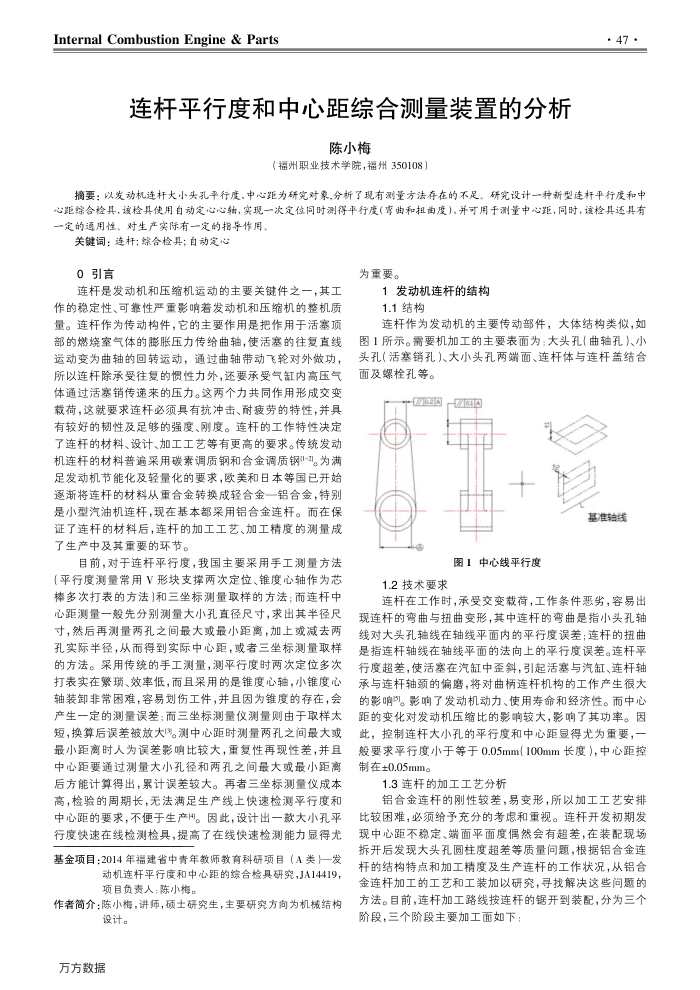
������Ϊ����������Ҫ��������������ṹ���ƣ���ͼ1��ʾ����Ҫ���ӹ�����Ҫ����Ϊ����ͷ�ף�����ף���Сͷ�ף��������ף�����Сͷ�������桢�����������˸ǽ���漰��˨�ȡ�
Z
������
ͼ1������ƽ�ж�
1.2����Ҫ��
�����ڹ���ʱ�����ܽ����غɣ������������ӣ����׳������˵�������Ť�����Σ��������˵�������ָСͷ�����߶Դ�ͷ������������ƽ���ڵ�ƽ�ж������˵�Ť����ָ��������������ƽ��ķ����ϵ�ƽ�ж�������ƽ�жȳ��ʹ��������������б��������������ס���������������ᾱ��ƫĥ�������������˻����Ĺ��������ܴ��Ӱ�졣Ӱ���˷�����������ʹ�������;����ԡ������ľ�ı仯�Է�����ѹ���ȵ�Ӱ��ϴ�Ӱ�����书�ʡ���ˣ��������˴�С��ƽ�жȺ����ľ��Ե���Ϊ��Ҫ����Ҫ��ƽ�ж�С�ڵ���0.05mm[100mm����)�����ľ�����ڡ�0.05mm��
1.3���˵ļӹ����շ���
���Ͻ����˵ĸ��Խϲ�ױ��Σ����Լӹ����հ��űȽ����ѣ���������ֵĿ��Ǻ����ӡ����˿������ڷ������ľ�ȶ�������ƽ���żȻ���г����װ���ֳ����ִ�ͷ��Բ���ȳ�����������⣬�������Ͻ����˵Ľṹ�ص�ͼӹ����ȼ��������˵Ĺ���״���������Ͻ����˼ӹ��Ĺ��պ�װ�����о���Ѱ�ҽ����Щ����ķ�����Ŀǰ�����˼ӹ�·�߰����˵ľ��װ�䣬��Ϊ�����Σ���������Ҫ�ӹ������� InternalCombustionEngine&Parts
����ƽ�жȺ����ľ��ۺϲ���װ�õķ���
��С÷
������ְҵ����ѧԺ������350108��
�� 47 ��
ժҪ���Է��������˴�Сͷ��ƽ�жȡ����ľ�Ϊ�о�����,���������в����������ڵIJ��㣬�о����һ����������ƽ�жȺ����ľ��ۺϼ��䣬�ü��ʹ���Զ��������ᣬʵ��һ�ζ�λͬʱ���ƽ�ж�(������Ťѯ��)���������ڲ������ľ࣬ͬʱ���ü������һ����ͨ���ԡ�������ʵ����һ����ָ�����á�
�ؼ��ʣ����ˣ��ۺϼ�ߣ��Զ�����
0����
�����Ƿ�������ѹ�����˶�����Ҫ�ؼ���֮һ���乤�����ȶ��ԡ��ɿ�������Ӱ���ŷ�������ѹ����������������������Ϊ����������������Ҫ�����ǰ������ڻ���������ȼ�������������ѹ���������ᣬʹ����������ֱ���˶���Ϊ����Ļ�ת�˶���ͨ������������ֶ����������������˳����������Ĺ������⣬��Ҫ���������ڸ�ѹ����ͨ����������������ѹ��������������ͬ�����γɽ���غɣ����Ҫ�����˱�����п��������ƣ���͵����ԣ������нϺõ����Լ��㹻��ǿ�ȡ��նȡ����˵Ĺ������Ծ��������˵IJ��ϡ���ơ��ӹ����յ��и��ߵ�Ҫ��ͳ���������˵IJ����ձ����̼�ص��ʸֺͺϽ���ʸ�-2��Ϊ���㷢�������ܻ�����������Ҫ��ŷ�����ձ��ȹ��ѿ�ʼ�����˵IJ��ϴ��غϽ�ת������Ͻ�һ���Ͻ��ر���С�����ͻ����ˣ����ڻ������������Ͻ����ˡ����ڱ�֤�����˵IJ��Ϻ����˵ļӹ����ա��ӹ����ȵIJ������������м�����Ҫ�Ļ��ڡ�
Ŀǰ����������ƽ�жȣ��ҹ���Ҫ�����ֹ���������
[ƽ�жȲ�������V�ο�֧�����ζ�λ����������Ϊо����δ���ķ���)�����������ȡ���ķ��������������ľ����һ���ȷֱ������С��ֱ���ߴ磬�����뾶�ߴ磬Ȼ���ٲ�������֮��������С���룬���ϻ��ȥ����ʵ�ʰ뾶���Ӷ��õ�ʵ�����ľ࣬�������������ȡ��
�ķ�����
���ô�ͳ���ֹ���������ƽ�ж�ʱ���ζ�λ���
���ʵ�ڷ�����Ч�ʵͣ����Ҳ��õ��Ƕ�
����
��װж�dz����ѣ������˹�����������Ϊ�ȵĴ��ڣ������һ���IJ�����������������Dz���������ȡ��̫�̣���������Ŵ�3�����ľ�ʱ��������֮��������С����ʱ��Ϊ���Ӱ��Ƚϴ��ظ��������Բ�������ľ�Ҫͨ��������С��������֮��������С����
���ܼ���ó����ۼ����ϴ�������
��������dzɱ�
�ߣ���������ڳ����������������Ͽ��ټ��ƽ�жȺ�
���ľ��Ҫ�����������á���ˣ���Ƴ�
����ѧ
�жȿ���������ߣ���������߿��ټ�������Ե��Ȼ�����Ŀ��2014�긣��ʡ�������ʦ����������Ŀ��A��)һ��
��������ƽ�жȺ����ľ���ۺϼ���о���JA14419����Ŀ�����ˣ���С÷��
����飺��С÷����ʦ��˶ʿ�о�������Ҫ�о�����Ϊ��е�ṹ
��ơ�
������
Ϊ��Ҫ��
1���������˵Ľṹ 1.1�ṹ
������Ϊ����������Ҫ��������������ṹ���ƣ���ͼ1��ʾ����Ҫ���ӹ�����Ҫ����Ϊ����ͷ�ף�����ף���Сͷ�ף��������ף�����Сͷ�������桢�����������˸ǽ���漰��˨�ȡ�
Z
������
ͼ1������ƽ�ж�
1.2����Ҫ��
�����ڹ���ʱ�����ܽ����غɣ������������ӣ����׳������˵�������Ť�����Σ��������˵�������ָСͷ�����߶Դ�ͷ������������ƽ���ڵ�ƽ�ж������˵�Ť����ָ��������������ƽ��ķ����ϵ�ƽ�ж�������ƽ�жȳ��ʹ��������������б��������������ס���������������ᾱ��ƫĥ�������������˻����Ĺ��������ܴ��Ӱ�졣Ӱ���˷�����������ʹ�������;����ԡ������ľ�ı仯�Է�����ѹ���ȵ�Ӱ��ϴ�Ӱ�����书�ʡ���ˣ��������˴�С��ƽ�жȺ����ľ��Ե���Ϊ��Ҫ����Ҫ��ƽ�ж�С�ڵ���0.05mm[100mm����)�����ľ�����ڡ�0.05mm��
1.3���˵ļӹ����շ���
���Ͻ����˵ĸ��Խϲ�ױ��Σ����Լӹ����հ��űȽ����ѣ���������ֵĿ��Ǻ����ӡ����˿������ڷ������ľ�ȶ�������ƽ���żȻ���г����װ���ֳ����ִ�ͷ��Բ���ȳ�����������⣬�������Ͻ����˵Ľṹ�ص�ͼӹ����ȼ��������˵Ĺ���״���������Ͻ����˼ӹ��Ĺ��պ�װ�����о���Ѱ�ҽ����Щ����ķ�����Ŀǰ�����˼ӹ�·�߰����˵ľ��װ�䣬��Ϊ�����Σ���������Ҫ�ӹ�������
�������
HG/T 4604-2014 ֯��о���ʹ� ��Ͳ���ľ����300��������ɢ���� ����װ�õĵ���
HG/T 4604-2014 ֯��о���ʹ���Ͳ���ľ����300��������ɢ��������װ�õĵ���
�����ƶ�������ƽ������ʽ������������ƾ����о�
JJG 924-2010 ת��ת�ٲ���װ��
���������ؼӹ����ľ������������о�
�ݾ����������������ֻ��о�
��װ��ɵ������ָ�����������
���Dz��ƶȺͲ�ƽ�����ı�����У�ת��ϵͳ�����Է���