����ǰ��λ�ã���ҳ>��������>ˮ��ĥ���¸ߵĴ���
ˮ��ĥ���¸ߵĴ���
���ݼ��
 ��ɭ���ȣ�ˮ��ĥ���¸ߵĴ���
��ɭ���ȣ�ˮ��ĥ���¸ߵĴ�����������
��ͼ����ţ�TQ172.63���ױ�־�룺B���±�ţ�10070389(2015)0633-01��DO1)10.13697/j.cnki.32-1449/tu.2015.06.012
ˮ��ĥ���¸ߵĴ�����ɭ�����������ܼ�ƽ�����ˮ�ҵ����о�Ժ����˾�����063000��
1���ڵ�����
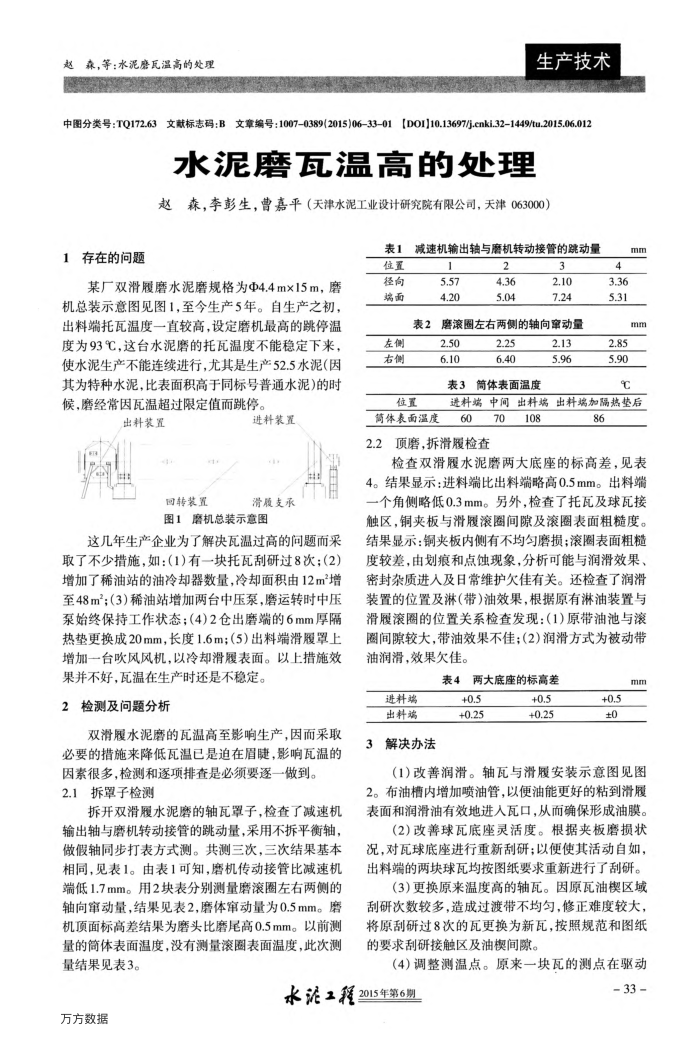
ij��˫����ĥˮ��ĥ���Ϊ��4.4mx15m��ĥ����װʾ��ͼ��ͼ1����������5�ꡣ������֮�������϶������¶�һֱ�ϸߣ��趨ĥ����ߵ���ͣ�¶�Ϊ93����̨ˮ��ĥ�������¶Ȳ����ȶ�������ʹˮ�����������������У�����������52.5ˮ�ࣨ����Ϊ����ˮ�࣬�ȱ��������ͬ�����ͨˮ�ࣩ��ʱ��ĥ���������³�����ֵ����ͣ��
����װ��
��תװ��
����װ�û���֧��
ͼ1ĥ����װʾ��ͼ
�⼸��������ҵΪ�˽�����¹��ߵ��������ȡ�˲��ٴ�ʩ���磺��1)��һ�����߹��й�8�Σ�(2��������ϡ��վ������ȴ����������ȴ�����12m����48m����3)ϡ��վ������̨��ѹ�ã�ĥ��תʱ��ѹ��ʼ�ձ��ֹ���״̬����4)2�ֳ�ĥ�˵�6mm����ȵ������20mm������1.6m����5�����϶˻�����������һ̨������������ȴ���ı��档���ϴ�ʩЧ
�������ã�����������ʱ���Dz��ȶ��� 2��⼰�������
˫����ˮ��ĥ�����¸���Ӱ�������������ȡ��Ҫ�Ĵ�ʩ������������������ü�ޣ�Ӱ�����µ�
���غܶ࣬���������Ų��DZ���Ҫ��һ������ 2.1�����Ӽ��
��˫����ˮ��ĥ���������ӣ�����˼��ٻ��������ĥ��ת���ӹܵ������������ò���ƽ���ᣬ������ͬ�������ʽ�⡣�������Σ����ν��������ͬ������1���ɱ�1��֪��ĥ�������ӹܱȼ��ٻ��˵�1.7mm����2����ֱ����ĥ��Ȧ�������������ܶ������������2��ĥ��ܶ���Ϊ0.5mm��ĥ�������߲���Ϊĥͷ��ĥβ��0.5mm����ǰ������Ͳ������¶ȣ�û�в�����Ȧ�����¶ȣ��˴β����������3��
��1
���ٻ��������ĥ��ת���ӹܵ�������
2
3
λ�þ�������
����Ҳ�
-5.57 4.20
4.36 5.04
2.10 7.24
��2ĥ��Ȧ�������������ܶ���
2.50 6.10
2.25 6.40
��3Ͳ������¶�
�
Ͳ������¶�
2.13 5.96
4 3.36 5.31
mm
mm
2.85 5.90
��
���϶��м���϶˳�����Ӹ��ȵ��
70
60
2.2��ĥ�����ļ��
108
86
���˫����ˮ��ĥ��������ı�߲���� 4�������ʾ�����϶˱ȳ��϶��Ը�0.5mm�����϶˸��Dz��Ե�0.3mm�����⣬������������߽Ӵ�����ͭ�а��뻬�Ĺ�Ȧ��϶����Ȧ����ֲڶȡ������ʾ��ͭ�а��ڲ��в�����ĥ�𣺹�Ȧ�����ֲ�Ƚϲ�ɻ��ۺ͵�ʴ��������������Ч�����ܷ����ʽ��뼰�ճ�ά��Ƿ���йء����������װ�õ�λ�ü��ܣ�������Ч��������ԭ������װ���뻬����Ȧ��λ�ù�ϵ��鷢�֣���1)ԭ���ͳ�����Ȧ��϶�ϴ���Ч�����ѣ�(2)��ʽΪ����������Ч��Ƿ�ѡ�
��4��������ı�߲�
���ϼ����϶�
����취
+0.5 +0.25
+0.5 +0.25
+0.5 ��0
mm
(1)�����������뻬�İ�װʾ��ͼ��ͼ 2�����Ͳ����������ܣ��Ա����ܸ��õ�ճ�����ı����������Ч�ؽ����߿ڣ��Ӷ�ȷ���γ���Ĥ��
(2)�������ߵ������ȡ����ݼа�ĥ��״��������������������¹��У��Ա�ʹ�����磬���϶˵��������߾���ͼֽҪ�����½����˹��С�
(3)����ԭ���¶ȸߵ����ߡ���ԭ����Ш������д����϶࣬��ɹ��ɴ������ȣ������ѶȽϴ�ԭ���й�8�ε��߸���Ϊ���ߣ����չ淶��ͼֽ��Ҫ����нӴ������ͼ�϶��
(4)�������µ㡣ԭ��һ���ߵIJ��������
ˮ���2015���6��
������
33
��һ�£����Ͷ�ܵ�������ʽ��ĥ����
��һ�£�ˮ��ȱ�����ǵ�������Ϸ�������