您当前的位置:首页>论文资料>正火处理对钢轨窄间隙接头硬度和组织的影响
内容简介
 第32卷第7期 2011年7月
第32卷第7期 2011年7月焊接学报
TRANSACTIONS OFTHECHINA WELDINGINSTITUTION
Vol.32No.7
July
2011
正火处理对钢轨窄间隙接头硬度和组织的影响
屈岳波"2,蔡志鹏',车洪艳',潘际銮
(1.清华大学机械工程系,北京100084:2.湘潭大学机械工程学院,湘潭411105)
摘要:钢轨窄间隙自动电弧焊是一种较新的适应现场的钢轨焊接方法,其焊后热处理规范目前正处于研究阶段,文中通过Gleeble-1500D热模拟试验机,对钢轨窄间隙自动电弧焊的焊接接头试样模拟不同工艺的正火处理,然后测量试样宏观洛氏硬度,进行显微组织观察,并结合维氏显微硬度进行分析,结果表明,正火最高加热温度控制在 925~935℃时接头硬度分布比较均匀,晶粒细化效果比较明显,软化区改善较好,为实际生产中正火处理工艺的选择提供了指导
关键词:钢轨正火处理:热模拟:硬度:显微组织
中图分类号:TC456 0序言
文献标识码:A
文章编号:0253-360X(2011)07-0025-05
试验方法 1
钢轨长线无缝连接是建设高速铁路的一个重要环节,其中需要解决高质量钢轨现场焊接的难题【"],钢轨牵间隙自动电弧焊是一种较新的适应现场的焊接方法.该方法焊前接头两轨之间留有15 mm左右的间隙,焊接时采用自保护药芯焊丝,配有相关的辅具,将钢轨从轨底到轨头一次性自动焊接完成该方法跟传统的闪光焊和气压焊相比,特点之一是钢轨接头中添加了和母材成分不同的填充金属,焊后是一种非均质接头:同时钢轨窄间原电弧焊获得焊态组织,与铝热焊的铸态组织有较大的差异(2,3),因此为了满足钢轨接头强韧性和耐磨性的要求,需要对钢轨窄间隙自动电弧焊焊接接头研究符合其冶金特点的热处理工艺,减小钢轨窄间隙自动电弧焊焊后接头组织不均、硬度分布不均匀和热影响区(HAZ)软化等
根据现场焊接的需要,钢轨自动电弧焊后对按头将采用火焰正火处理但是焊后采用何种合适的正火处理工艺缺乏相关研究:同时和现有钢轨焊接方法的焊后正火处理方法比较,由于接头存在焊缝填充金属,使得正火处理又有了一此新的困难(4,5) 文中选择一种相对便捷的热模拟试验,对此焊接方法焊后正火处理工艺进行初步的研究,为实际生产
的正火处理提供指导收稿日期:2009-12-16
基金项目:国家自然科学基金资助项目(50805085)万方数据
屈岳波
试验采用Gleeble-1500D热模拟试验机模拟正
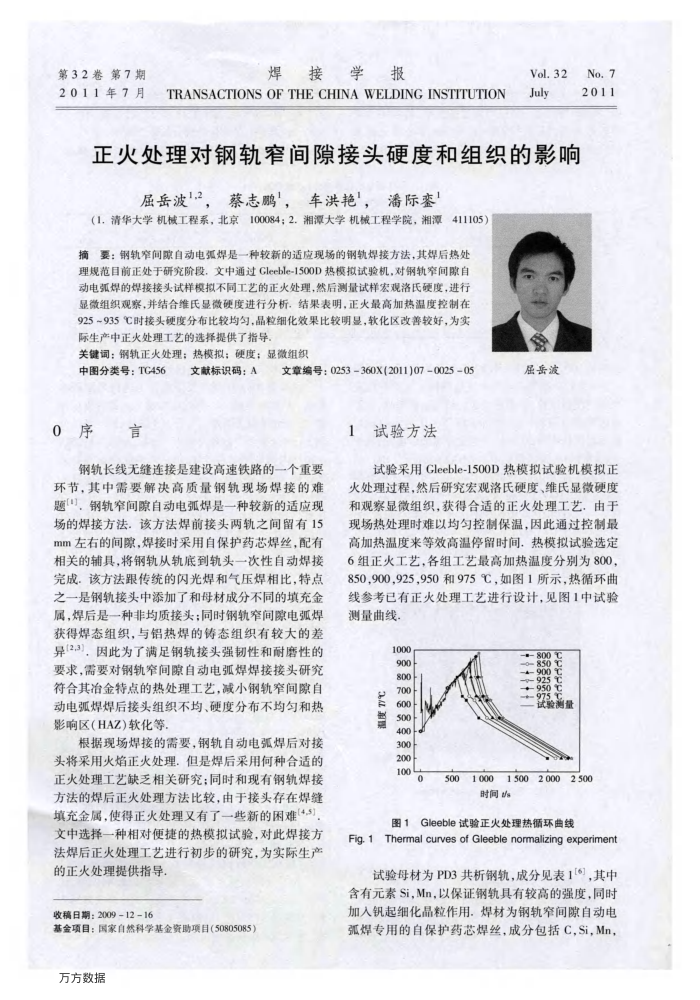
火处理过程,然后研究宏观洛氏硬度、维氏显微硬度和观察显微组织,获得合适的正火处理工艺,由于现场热处理时难以均匀控制保温,因此通过控制最高加热温度来等效高温停留时间,热模拟试验选定 6组正火工艺,各组工艺最高加热温度分别为800, 850,900925,950和975℃,如图1所示,热循环曲线参考已有正火处理工艺进行设计,见图1中试验测量曲线.
1000 900 800 700 600 500 400。 300 200 1004
0
8500 900℃ 925号 +950 975.3 试验测量
5001000150020002500
时间/s
图1Gleeble试验正火处理热循环曲线
Fig.1 Thermal curves of Gleeble normalizing experiment
试验母材为PD3共析钢轨,成分见表1[6],其中含有元素Si,Mn,以保证钢轨具有较高的强度,同时加入钒起细化晶粒作用,焊材为钢轨牵间隙自动电弧焊专用的自保护药芯焊丝,成分包括C,SiMn,
上一章:长输管道自动焊与检测技术的现状及发展
下一章:异质钛合金线性摩擦焊接头微观组织