您当前的位置:首页>论文资料>一类窄焊缝的结构光图像特征提取方法
内容简介
 第33卷第1期 2012年1月
第33卷第1期 2012年1月焊接学报
TRANSACTIONS OF THE CHINA WELDINGINSTITUTION
Vol.33 January
一类窄焊缝的结构光图像特征提取方法
陈海永12,孙鹤旭12,徐德3
(1.河北工业大学控制科学与工程学院,天津300130;2.河北省控制工程技术研究中心,天津300130;
3.中国科学院自动化研究所,北京100190)
摘要:提出一种新颗的窄焊缝的特征提取与图像处理方法,有效地克服了环境的各种干扰,可靠地提取出了焊缝的特征点,首先设计了一套基于线结构光的显微视觉系统,可靠地检测出了结构光焊缝图像:接着提出一种基于阅值变换的行像素点统计算法和自适应形态学收缩算法可靠地分割出结构光条纹图像:然后采用过度参数直线拟合和B样条曲线拟合算法准确地得到了结构光条纹的中心线,最后,提出一种基于距离搜索的算法,得到了焊缝的特征点,结果表明,窄焊缝结构光图像特征提取方法可行关键调:激光焊接:线型结构光:焊终图像:特征提取
中图分类号:TC441.3 0序言
文献标识码:A
文章编号:0253360X(2012)01006104
陈海永
No.1 2012
为了保证如此微小的高能激光束被邻近的母材充分吸收以形成焊缝,焊接接头的间隙大小、焊枪运行轨
在焊缝视觉检测系统中,基于结构光的视觉检测具有非接触、能获取物体的三维信息、精度高和抗电磁场干扰能力强等优点,是很有前途的视觉传感技术之一,White等人通过边缘检测算法得到结构光光带,进而使用重心算法得到一个像素的条纹中心线,但是该方法在反光等干扰下鲁棒性差,为了克服反光等干扰的影响,李原等人2提出一种基于图像列方向像素灰度分布的曲线峰值提取方法,并利用激光条纹位置在时间和图像空间上的连续性和相关性进行判断,提取条纹中心线,可靠地得到了图像特征,但是这种方法针对的是弧焊中较宽的V 形焊缝,胡斌等人3提出利用可变方向模板检测结构光条纹中心,这种方法的抗白噪声能力比较强,但是没有考虑窄细焊缝,大都是针对机器人弧焊焊缝,这些焊缝宽度、深度等尺寸范围一般在5~20mm,基于得到的条纹中心线较容易处理得到焊缝的几何特征参数,但是,焊缝参数特征提取最困难的情形是相似厚度的平板对接焊接,得到的焊缝实际上是平滑的[4-6),而这种情况在工业自动化生产线中经常遇到,尤其是,近几年来高功率激光焊机得到大量应用,激光聚焦后作用于加工对象表面的圆形光斑直径很小,得到的焊缝的宽度一般为1mm左右
收稿日期:2010-1021
基金项目:河北自然科学基金资助项目(F2010000160);天津市应用
基础及前沿技术研究基金资助项目(11JCYBJC06500)
万方数据
迹重合度等条件具有重大的影响,因此窄焊缝的特征提取对确保高功率激光焊机形成高质量焊缝满足生产线上后续工序的需要具有重大意义,
视觉系统结构
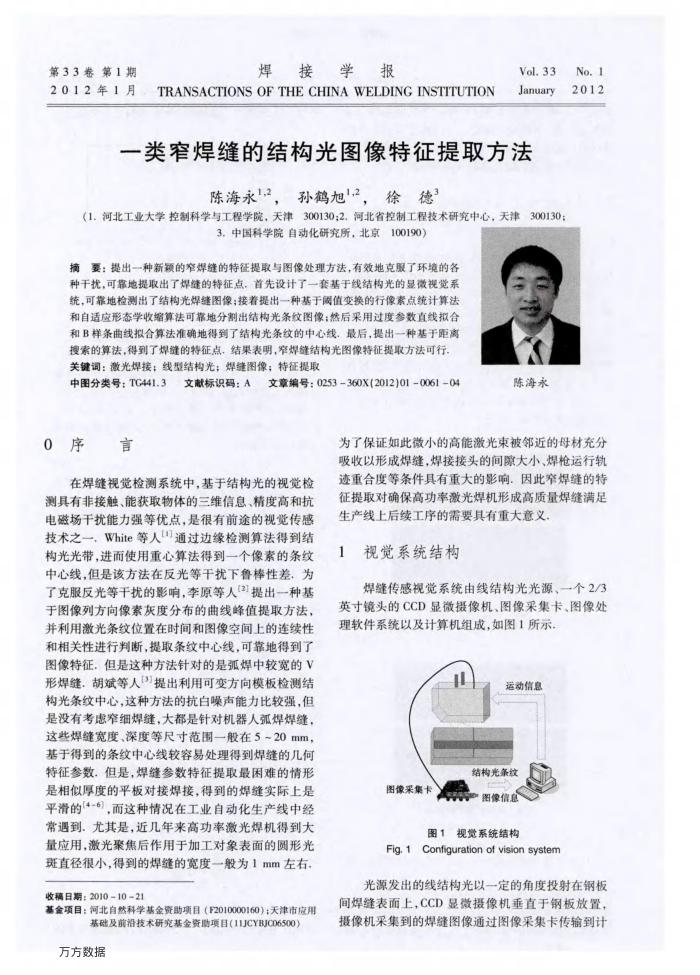
焊缝传感视觉系统由线结构光光源、一个2/3 英寸镜头的CCD显微摄像机、图像采集卡、图像处理软件系统以及计算机组成,如图1所示。
运动信息
结构光条纹
图像采集卡
图信品
图1视觉系统结构
Configuration of vision system
Fig.1
光源发出的线结构光以一定的角度投射在钢板间焊缝表面上,CCD显微摄像机垂直于钢板放置,摄像机采集到的焊缝图像通过图像采集卡传输到计