��Ӧ�淨����7A52���Ͻ���˼��⺸����������
���ݼ��
 ReiearchPaner�����о�����
ReiearchPaner�����о�������Ӧ�淨����7A52���Ͻ���˼��⺸����������
���ɹŹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ�����ͺ�����010051���³���ܽĺ�Ż��ժҪ�о��˺��ӹ��ʡ������ٶȡ��뽹��3�����ض�7A52���˼��⺸���������ʵ�Ӱ����ɣ�����ȷ����
�ź��ӹ��ա����ö��λع�������ת�����Ʒ�����Ԥ��ģ�ͽ��з��������ȷ�������ص������ԣ�������Ӧ����������ó����ź��ӹ��ա�����������ع�ģ��ȷ����ѡ�ø����ص�ˮƽ�м�ֵ�Իع鷽�̽��м��飬�����ʾ������ʵ��ֵ��������Ԥ��ֵ��Ϊ�ӽ���Ԥ��ֵ��ʵ��ֵ��1.8%��ģ����϶ȽϺá�����Design-Expert����������Ӧ��������õ����ź��ӹ��գ����ӹ���4590W�������ٶ�53.07mm/s���뽹��-0.62��
�ؼ��ʣ���Ӧ��������˼��⺸7A52���Ͻ���������ͼ����ţ�TG456.7
0ǰ��
���������ż��⼼���IJ��Ϸ�չ�����Ͻ⺸�����������ǹ�ע�������������Ͻ��䱾�����������ܺͺ��ӹ��յ�Ӱ�죬�ڼ��⺸�ӹ����м��ײ������ס����Ͻ⺸��������Ҫ��ұ�������������ף�ұ���������γ��������۳��е��������ۼ���ϲ��йأ������������ײ����ĸ���ԭ���Ǻ��ӹ����г�˲��ʧ�ȡ��������Ĵ��ڽ�������Ч�Ӵ����������������������չ������Ӱ���˽�ͷ��ʹ�����ܵȡ����Թ�����ѧ�߶������Ͻ⺸�����о���Ϊ���ӡ�
���˼�������Ϊһ�ֽ����͵ļ��⺸���豸�봫ͳCOz��YAG�������������й��ʴ����̵��ŵ㣬���ѧ��[2-4]�Ⱥ�����˲�ͬ�ּ����������Ͻ���к��ӣ�������ʹ�ù��˼������������Ͻ�ʱ�����к��ӹ��̸����ȶ�����������ǿ������Ч�ʸ����Լ�
�ϺõĽ�ͷ���ܵ��ŵ㡣���������������Ͻ���˼��⺸���о��з��֣��������Ĵ�������Ӱ�����Ͻӽ�ͷʹ�����ܵ���Ҫ����[5-9)��7A52���Ͻ����й����������ĸ�ǿ���Ͻ𣬱��㷺Ӧ���ھ��¡������Ȳ��š�Ŀǰ��Ϊ����ĺ��ӷ�����Ҫ��˫˿MIG���ͽ���Ħ����(10]���ڼ��⺸�ӷ�����о����Ƚ��٣������ǻۡ�Ǯ��������["1-12]�����ͷ��֯���ܽ������о�����ˣ����н������Ͻ⺸���泣������ȱ������Ϊ��Ҫ�о�����ѡȡ�����ٶȡ����ӹ��ʺ��뽹��3�����أ���������Ϊ����ָ�꣬���ö��λع�������Ʒ���������Ӧ��������Ż����Ӳ������������ʣ��Ա��ں��ӹ����л�������Ϻõĺ��ӽ�ͷ��
1��������뷽�� 1.1�������
�������Ϊ6mm��7A52���Ͻ�������ģ��仯ѧ�ɷּ���1��
��17A52���Ͻ�Ļ�ѧ�ɷ֣�����������%��
Zn 4.0~4.8
Mg 2.0~2.8
1.2���鷽��
Cu
0.05 ~0.20
Mn
0.20~0.50
Cr
0.15 ~0.25
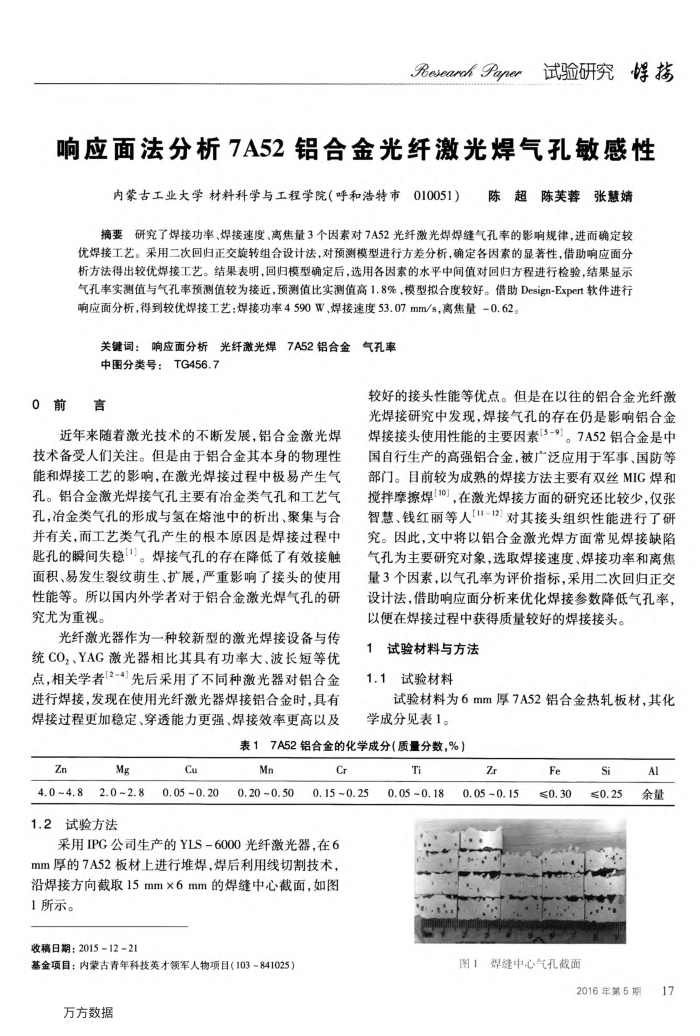
����IPG��˾������YLS-6000���˼���������6 mm���7A52����Ͻ��жѺ��������������и�����غ��ӷ����ȡ15mm��6mm�ĺ������Ľ��棬��ͼ 1��ʾ��
�����ڣ�2015-12-21
������Ŀ�����ɹ�����Ƽ�Ӣ�����������Ŀ��103-841025��
������
Ti
0.05 ~0.18
Zr
0.05 ~0.15
Fe 050
ͼ1��������������
��0.25
Al ����
2016���5��17