您当前的位置:首页>论文资料>设置应力释放槽解决焊接件焊接变形问题
内容简介
 APPLICATION&MAINTENANCE/应用与维修设置应力释放槽
APPLICATION&MAINTENANCE/应用与维修设置应力释放槽解决焊接件焊接变形问题安存胜最福全
焊接件在焊接作业中可产生较大变
形,不利于控制质量。因此除了采取适当的焊接工艺外,还应在焊接件上设置应力释放槽,以解决其焊接变形问题。应力释放槽结构简单,易于设置,成本较低。本文以某型振动压路机振动轮的圆弧面与圆弧面对接焊、转向架叉脚平面与平面对接焊为例,介绍应力释放槽的应用方法。
1.振动轮辐板设置应力释放槽
该型振动压路机振动轮的结构件主
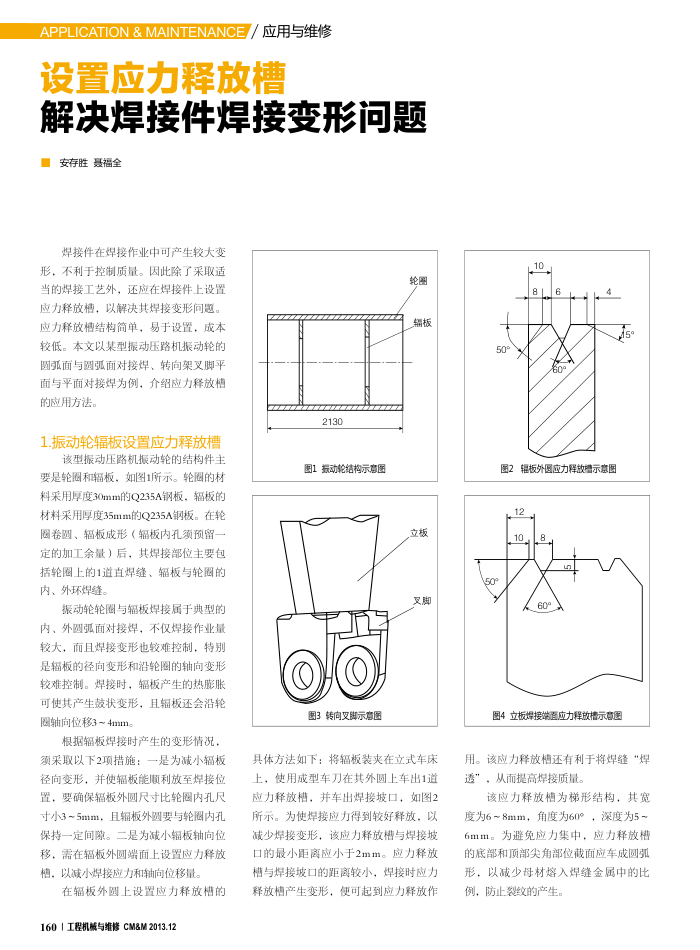
要是轮图和辐板,如图1所元。轮图的材料采用厚度30mm的Q235A钢板,辐板的材料采用厚度35mm的Q235A钢板。在轮圈卷圆、辐板成形(辐板内孔须预留一定的加工余量)后,其焊接部位主要包括轮图上的1道直焊缝、辐板与轮围的内、外环焊缝。
振动轮轮圈与辐板焊接属于典型的内、外圆弧面对接焊,不仅焊接作业量较大,而且焊接变形也较难控制,特别是辐板的经向变形和沿轮图的轴向变形较难控制。焊接时,辐板产生的热膨胀可使其产生鼓状变形,且辐板还会沿轮圈轴向位移3~4mm。
根据辐板焊接时产生的变形情况,
须采取以下2项措施:一是为减小辐板径向变形,并使辐板能顺利放至焊接位置,要确保辐板外圆尺寸比轮圈内孔尺寸小3~5mm,且辐板外要与轮圈内孔保持一定间隙。二是为减小辐板轴向位移,需在辐板外圆端面上设置应力释放植,以减小焊接应力和轴向俭移量。
在辐板外圆上设置应力释放槽的 1601工程机械与维修CM&M2013.12
2130
图1摄动轮结构示意图图3转向叉脚示意医
轮围辐板
立板叉胆
具体方法如下:将辐板装夹在立式车床上,使用成型车刀在其外圆上车出1道应力释放槽,并车出焊接坡口,如图2 所示。为使焊接应力得到较好释放,以减少焊接变形,该应力释放槽与焊接坡口的最小距高应小于2m。应力释放槽与焊接坡口的距离较小,焊接时应力释放植产生变形,便可起到应力释放作
500
图2辐板外应力释故槽示意图图4立板焊接端面应力程放槽示意图
用。该应力释放植还有利于将焊缝“焊透”,从而提高焊接质量。
该应力释放槽为梯形结构,其宽度为6~8mm,角度为60°,深度为5~ 6mm。为避免应力集中,应力释放槽的底部和顶部尖角部位截面应车成圆弧形,以减少母材熔入焊缝金属中的比例,防止裂纹的产生。