内容简介
 Maintenance Technology
Maintenance Technology维修工艺
用立式铣床加工链轮陈锡渠聂福全
一般都是采用链轮滚刀在滚齿机上加工链轮,这对某些新产品试制来说成本太高。而普通万能铣床上利用圆柱立铣刀加工链轮的方法简筒单、实用,非常适合单件生产或小型企业进行链轮加工。
在铣齿过程中,只要保证链轮节圆与铣刀节线相切并作纯滚动,即可以实现铣切链轮齿槽至全齿深,然后切削齿槽另一侧,最终实现整个单齿齿形加工成型,需要换铣其他齿时可利用分度头对工件进行分度,然后按照前述工艺方法依次铣切链轮上各齿
齿槽。首先必须采用挂轮的方法进行合理的挂轮,其次是根据链轮齿形的
具体要求选择合适的立铣刀。 1.挂轮的计算
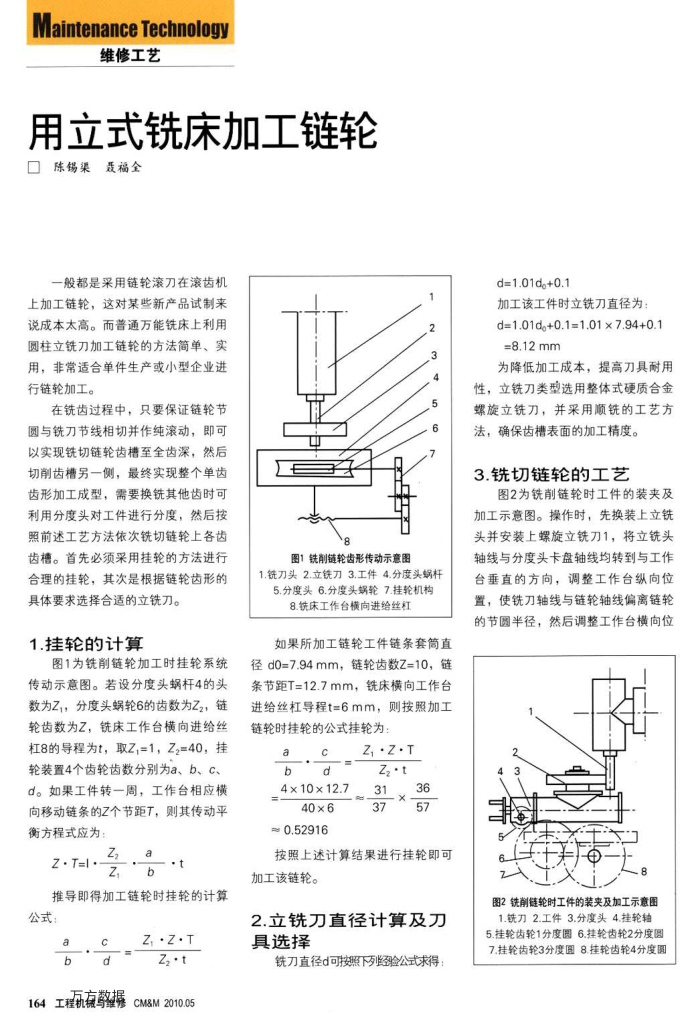
图1为铣削链轮加工时挂轮系统传动示意图。若设分度头蜗杆4的头数为Z1,分度头蜗轮6的齿数为Z2,链轮齿数为Z,铣床工作台横向进给丝杠8的导程为t,取Z,=1,Z,=40,挂轮装置4个齿轮齿数分别为a、b、C、 d。如果工件转一周,工作台相应横向移动链条的Z个节距T,则其传动平衡方程式应为:
Z・T=l
Z,a z,b
.t
推导即得加工链轮时挂轮的计算公式:
ac bd
Z.・Z.T Z2・ t
164工程有摄CM&M2010.05
图1铣削链轮齿形传动示意图
1.铣刀头2.立铣刀3.工件4.分度头蜗杆 5.分度头6.分度头蜗轮7.挂轮机构 8.铣床工作台横向进给丝杠
如果所加工链轮工件链条套筒直径d0=7.94mm,链轮齿数Z=10,链条节距T=12.7mm,铣床横向工作台进给丝杠导程t=6mm,则按照加工链轮时挂轮的公式挂轮为
c a
bd 4×10×12.7
40×6 w0.52916
Z, ・Z・T Z2・t
31×36
37
57
按照上述计算结果进行挂轮即可加工该链轮。
2.立铣刀直径计算及刀具选择
铣刀直径d可按照下列经验公式求得
d=1.01d.+0.1
加工该工件时立铣刀直径为 d=1.01d,+0.1=1.01× 7.94+0.1 =8.12mm
为降低加工成本,提高刀具耐用性,立铣刀类型选用整体式硬质合金螺旋立铣刀,并采用顺铣的工艺方
法,确保齿槽表面的加工精度。 3.铣切链轮的工艺
图2为铣削链轮时工件的装夹及加工示意图。操作时,先换装上立铣头并安装上螺旋立铣刀1,将立铣头轴线与分度头卡盘轴线均转到与工作台垂直的方向,调整工作台纵向位置,使铣刀轴线与链轮轴线偏离链轮的节圆半径,然后调整工作台横向位
图2铣削链轮时工件的装夹及加工示意图 1.铣刀2.工件3.分度头4.挂轮轴 5.挂轮齿轮1分度圆6.挂轮齿轮2分度圆 7.挂轮齿轮3分度圆8.挂轮齿轮4分度圆
上一章:液力变矩器油温过高和动力不足的原因
下一章:推耙机螺栓松动的原因及改进措施