您当前的位置:首页>论文资料>一种安装在焊接夹具上的快速对中装置
内容简介
 一种安装在焊接夹具上的快速对中装置, ■梁杰
一种安装在焊接夹具上的快速对中装置, ■梁杰1.制作原因
我公司推土机的许多零件需要使用专用焊接夹具进行定位焊接,以保证焊接时零件的位置尺寸符合要求。推土机的零件中,有一类具有2个侧孔或2个侧面、且左右对称的零件,需要以其2 个侧孔或2个侧面为基准对中,再与其他零件组对、定位后进行焊接,以此保证多个零件之间焊接后的位置尺寸。需
要对中焊接的零件如图1所示。@@
图1需要对中焊接的零件
在此要客件组对焊接时,差采用找中心线方法进行对中、组对、定位,存在工作效率低、定位不准确的缺点。为此,我们设计并制作了一种安装在焊接
夹具上的快速对中装置。 2.主要结构
我们设计、制作的快速对中装置的特点是自身可以快速对中,依靠2 个旋向相反的螺套使两侧伸缩尺寸保持一致。具体结构由底板1、轴套2、内六角圆柱头螺栓(3、12)、垫圈4、螺栓5、垫块6、定位块7、左螺套8、轴9、键10、右螺套11、键13组成
万方数据
如图2所示。
20±0.026 3.2
可调范围310~350
320 440
0+ 4±22 6
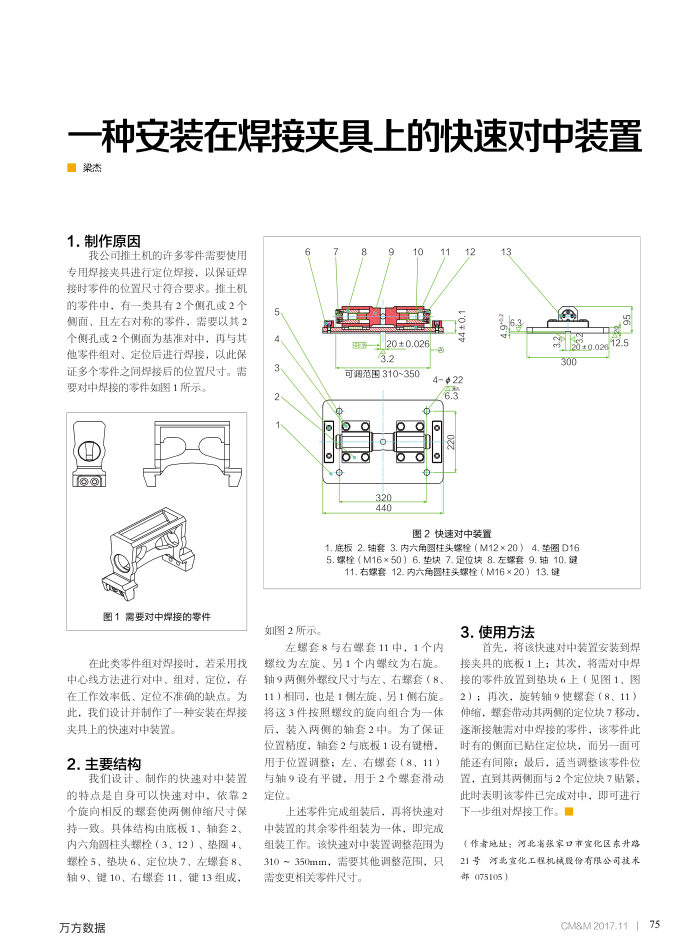
图2快速对中装置
13
6.3
0.020 300
1.底板2.轴套3.内六角圆柱头螺栓(M12×20)4.垫圈D16 5.螺栓(M16×50)6.垫块7.定位块8.左螺套9.轴10.键
11.右螺套12.内六角四柱头螺栓(M16x20)13.键
3.使用方法
左螺套8与右螺套11中,1个内螺纹为左旋、另1个内螺纹为右旋,轴9两侧外螺纹尺寸与左、右螺套(8、 11)相同,也是1侧左旋、另1侧右旋。将这3件按照螺纹的旋向组合为一体后,装入两侧的轴套2中。为了保证位置精度,轴套2与底板1设有键槽,用于位置调整;左、右螺套(8、11)与轴9设有平键,用于2个螺套滑动定位。
上述零件完成组装后,再将快速对中装置的其余零件组装为一体,即完成组装工作。该快速对中装置调整范围为 310~350mm,需要其他调整范围,只需变更相关零件尺寸。
95 12.5
首先,将该快速对中装置安装到焊接夹具的底板1上;其次,将需对中焊接的零件放置到势垫块6上(见图1,图 2):再次,旋转轴9使螺套(8、11)伸缩,螺套带动其两侧的定位块7移动,逐渐接触需对中焊接的零件,该零件此时有的侧面已贴准定位块,而另一面可能还有闻障;最后,适当调整该客件位置,直到其两侧面与2个定位块7贴紧,此时表明该零件已完成对中,即可进行下一步组对焊接工作。
(作者地址:河北省张家口市宣化区东升路 21号河北宣化工程机械股份有限公司技术部 075105)
CM8M 2017.11 75