您当前的位置:首页>论文资料>液压压力机成型胎具的设计
内容简介
 机械工程师
机械工程师MECHANICALENGINEER
BSDS805
液压压力机成型胎具的设计
丁跃辉",任俊领",耿彪
(郑州煤机综机设备有限公司,河南荣阳450100)
摘要:液压压力机是一种使各种金属与非金属材料成型加工的设备,文中以YX32-630A型液压压力机为例,重点介绍设计的一种成型胎具(上模、下模),该胎具在实际生产过程中换型方便、操作简单、低成本、便于推广,具有很强的实用性
及推广性,是一种效率很高的生产设备。关键词:液压压力机:胎具;设计;设备
中图分类号:TB935 0引言
文献标志码:B
文章编号:10022333(2016)07-0249-01
上胎具(上模)即公模,在成型过程中通过给予工件
液压压力机主要是由机架、液压系统、冷却系统、加压油缸、上模及下模等组成。加压油缸装在机架上端,并与上模联接,冷却系统与上模、下模联接。其特征在于机架下端装有移动工作台及与移动工作台联接的移动油缸,下模安放在移动工作台的上面。
液压压力机主要适用于材料的拉伸、弯曲、翻边、冷挤、冲裁等工艺,还适用于校正、压装等。在弯曲(钣金、压型)过程中,起主要作用的即为成型胎具(上模、下模)通过不同的胎具,可实现不同的工艺效果。
作为成型胎具,其作用是保证产品质量、提高工作效率、节约生产成本。基于上述几点,我们结合长期工作经验,经过大量实验,设计出本文所述液压压力机成型胎具。 1传统胎具的设计
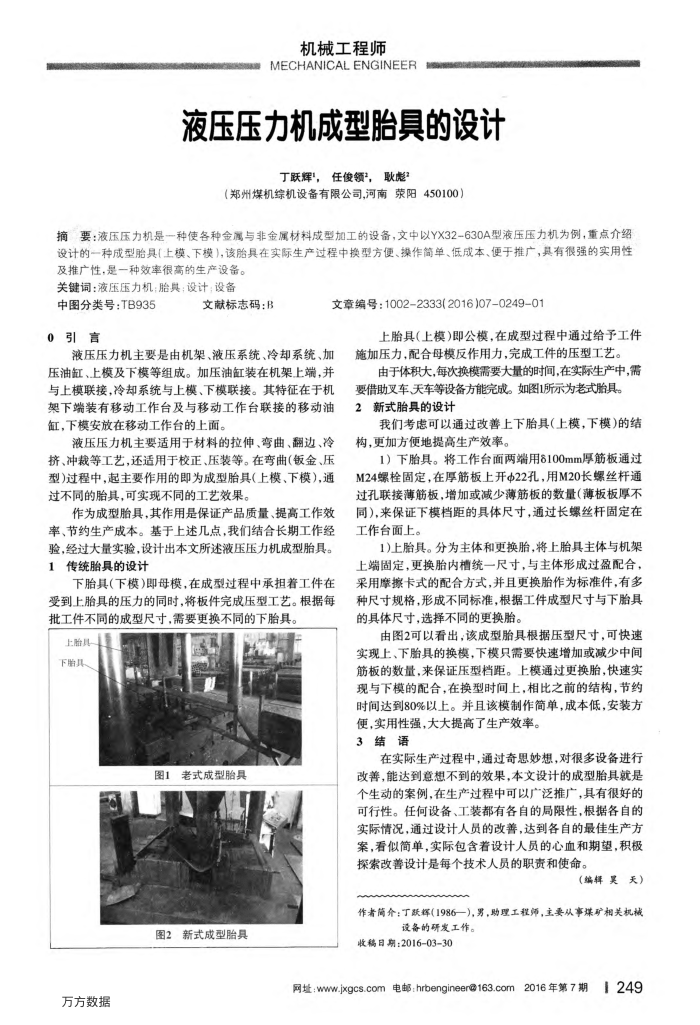
下胎具(下模)即母模,在成型过程中承担着工件在受到上胎具的压力的同时,将板件完成压型工艺。根据每批工件不同的成型尺寸,需要更换不同的下胎具。
上胎具下胎具、
图1老式成型胎具图2新式成型胎具
万方数据
施加压力,配合母模反作用力,完成工件的压型工艺。
由于体积大,每次换模需要大量的时间,在实际生产中,需要借助叉车、天车等设备方能完成。如图1所示为老式胎具。 2新式胎具的设计
我们考虑可以通过改善上下胎具(上模,下模)的结构,更加方便地提高生产效率。
1)下胎具。将工作台面两端用8100mm厚筋板通过 M24螺栓固定,在厚筋板上开Φ22孔,用M20长螺丝杆通过孔联接薄筋板,增加或减少薄筋板的数量(薄板板厚不同),来保证下模档距的具体尺寸,通过长螺丝杆固定在工作台面上。
1)上胎具。分为主体和更换胎,将上胎具主体与机架上端固定,更换胎内槽统一尺寸,与主体形成过盈配合,采用摩擦卡式的配合方式,并且更换胎作为标准件,有多种尺寸规格,形成不同标准,根据工件成型尺寸与下胎具的具体尺寸,选择不同的更换胎。
由图2可以看出,该成型胎具根据压型尺寸,可快速实现上、下胎具的换模,下模只需要快速增加或减少中间筋板的数量来保证压型档距。上模通过更换胎,快速实现与下模的配合,在换型时间上,相比之前的结构,节约时间达到80%以上。并且该模制作简单,成本低,安装方
便,实用性强,大大提高了生产效率。 3结语
在实际生产过程中,通过奇思妙想,对很多设备进行改善,能达到意想不到的效果,本文设计的成型胎具就是个生动的案例,在生产过程中可以广泛推广,具有很好的可行性。任何设备、工装都有各自的局限性,根据各自的实际情况,通过设计人员的改善,达到各自的最佳生产方案,看似简单,实际包含着设计人员的心血和期望,积极探索改善设计是每个技术人员的职责和使命。
(编辑昊天)
作者简介:丁跃辉(1986―),男,助理工程师,主要从事煤矿相关机械
设备的研发工作。
收稿日期:20160330
网址:www.jxgcs.com电邮:hrbengineer@163.com2016年第7期
1249
上一章:新型JC25液压盘刹绞车的研制
下一章:液压机械混合动力无级变速箱动力学特性分析