内容简介
 内容:
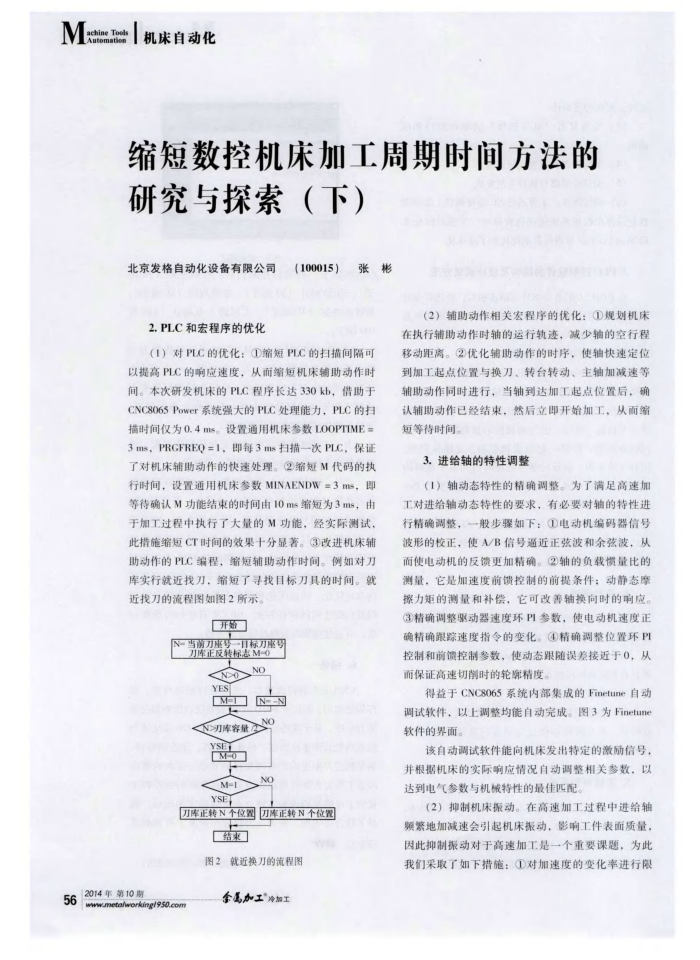
内容:(1)对PLC的优化∶①缩短PLC的扫描间隔可以提高PLC的响应速度,从而缩短机床辅助动作时间。本次研发机床的PLC程序长达330b,借助于CNC8065 Power系统强大的PLC处理能力,PLC的扫描时间仅为0.4ms。设置通用机床参数LOOPTIME=3ms,PRGFREQ=1,即每3ms扫描一次PLC,保证了对机床辅助动作的快速处理。②缩短M代码的执行时间,设置通用机床参数MINAENDW=3ms,即等待确认M功能结束的时间由10ms缩短为3ms,由于加工过程中执行了大量的M功能,经实际测试,此措施缩短CT时间的效果十分显著。③改进机床辅助动作的PLC编程,缩短辅助动作时间。例如对刀库实行就近找刀,缩短了寻找目标刀具的时间。