您当前的位置:首页>论文资料>特大数控工作台铸造工艺开发
内容简介
 生产技术Production Techniques
生产技术Production Techniques特大数控工作台铸造工艺开发
张洪浩,胡爱国,刘树谭,付海波
(济南二机床集团铸造有限公司,山东济南250400)
摘要本文介绍了特大数控机床工作台的结构特点设计了合理的造型方案浇注系统。细致的浇注工艺、完善的补缩工艺实现了特大铸件的高品质出品的目标。
关键词特大数控工作台带芯整体翻箱铸造工艺
中图分类号:T244*.2文献标识码A文章编号:1006-9658(2016)06-0026-04 DQ :1 0.3969/ji .issn.1 006- 9658.201 6.06.008
1铸件特点
特大数控工作台主要参数见表1。
表1特大数控工作台主要参数
名称
半圆工作台】率图工作台目
外形尺寸 09 m × 0.75 m 09 m × 0.75 m
毛坏质量^
90 88
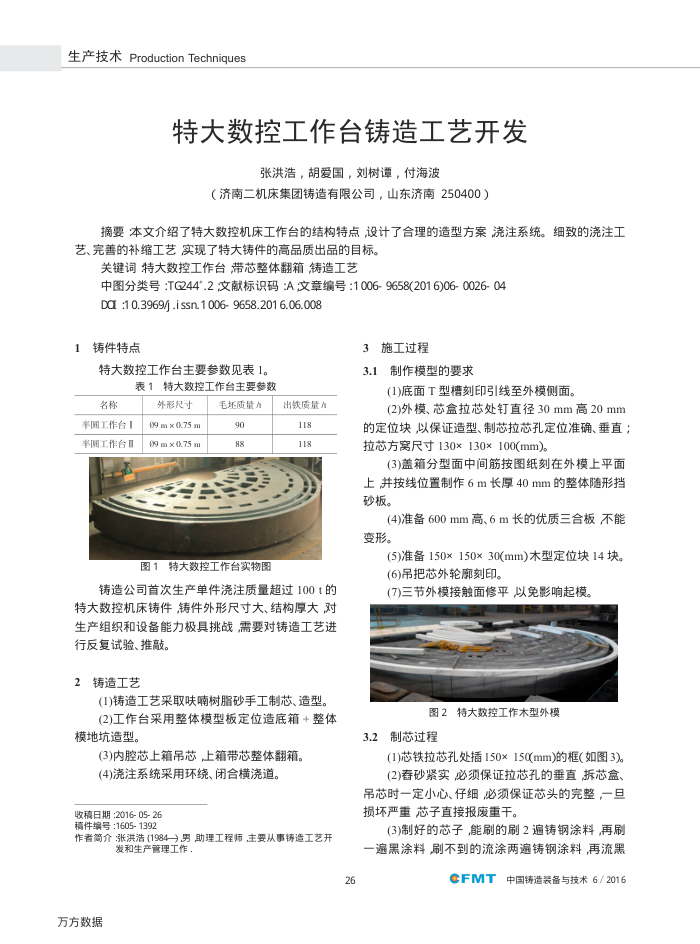
图1特大数控工作台实物图
出铁质量^ 118 118
铸造公司首次生产单件浇注质量超过100t的特大数控机床铸件铸件外形尺寸大、结构厚大对生产组织和设备能力极具挑战需要对铸造工艺进
行反复试验、推敲。 2铸造工艺
(1)铸造工艺采取呋喃树脂砂手工制芯、造型。(2)工作台采用整体模型板定位造底箱+整体
模地坑造型。
(3)内腔芯上箱吊芯上箱带芯整体翻箱。(4)浇注系统采用环绕、闭合横浇道。
收稿日期:2016-05-26 稿件编号:1605-1392
作者简介张洪浩(1984)男助理工程师主要从事铸造工艺开
发和生产管理工作
万方数据
26
3施工过程 3.1
制作模型的要求
(1)底面T型槽刻印引线至外模侧面。
(2)外模、芯盒拉芯处钉直径30mm高20mm 的定位块以保证造型、制芯拉芯孔定位准确、垂直:拉芯方窝尺寸130×130×100(mm)。
(3)盖箱分型面中间筋按图纸刻在外模上平面上并按线位置制作6m长厚40mm的整体随形挡砂板。
(4)准备600mm高、6m长的优质三合板不能变形。
(5)准备150×150×30(mm)木型定位块14块。(6)吊把芯外轮廊刻印。
(7)三节外模接触面修平以免影响起模。
图2特大数控工作木型外模
3.2制芯过程
(1)芯铁拉芯孔处插150×150(mm)的框(如图3)。(2)春砂紧实必须保证拉芯孔的垂直拆芯盒、
吊芯时一定小心、仔细必须保证芯头的完整,一旦损坏严重芯子直接报废重干。
(3)制好的芯子能刷的刷2遍铸钢涂料,再刷一遍黑涂料刷不到的流涂两遍铸钢涂料,再流黑
CFMT
中国铸造装备与技术6/2016
上一章:浅析快速成型技术在铸造中的应用
下一章:熔模铸钢件浇不足缺陷仿真分析及改进