您当前的位置:首页>论文资料>自动装箱气动控制系统设计
内容简介
 第二,测压仪表。目前热电厂中使用比较多的测压仪表有膜盒微激压计、波收管压力计以及扩散硅式压力变送器等。其中,膜盒微压计主要用于送风系统、尾部烟道等压力测量,波纹管压力计主要用于锅炉燕汽压力测量:而扩散硅式压力变送器利用集成电路技术,测量压力转换精确度敦高,主要是对高压蒸汽进行压力测量。
第二,测压仪表。目前热电厂中使用比较多的测压仪表有膜盒微激压计、波收管压力计以及扩散硅式压力变送器等。其中,膜盒微压计主要用于送风系统、尾部烟道等压力测量,波纹管压力计主要用于锅炉燕汽压力测量:而扩散硅式压力变送器利用集成电路技术,测量压力转换精确度敦高,主要是对高压蒸汽进行压力测量。第三,流量仪表。目前电热厂中常见的流量仪表有容积式流量计、差压式流量计和微机型数字流量计。其中,容积式流量计(如旋转活塞式流量计等)主要用于锅炉燃油流量测量中,利用仪表壳中的转子来确定流量大小,如果流量大,那么转子转速快。差压式流量计主要用来测量钢炉蒸汽的流量,其工作原理是通过流体流动产生差压,而差压与其流速有对应的关系,然后计算出流量。微机型数字流量计具有在线监控、保存及预警、功能强大等特点,已成为热电厂自动化仪表应用的必然趋势。
第四,物位仪表,目
目前电热厂中物位仪表主
要有电容式物位传感器和超声波物位传感器等。其中,电容式物位传感器具有操作简单、自动灵活等特点,主要用于清水池、水箱等液位测量。超声波物位传感器的工作原理是通过在粉体表面发射超声波,然后经过反射由传您器接收,接着根据超声波往返时间计算出粉体表面与传感器之间的距离。
(三)自动化仪表装置应用于压力表校准压力表作为电热厂等大型工业中的重要设在保证安全生产上有着不可或缺的作用,因
备,
此加强压力表校准是十分必要的。
第一,在线自动校准预期。在线自动校准预期是仪表自动化监测系统的重要组成部分,在保证仪表装置与实际生产流程计量相一致、减少仪表装置运行维护成本上有着十分重要的意义。在进行在线标准预期时,根据现场所有压力仪表装置选取合适的预期参数,如某热电厂的校准压力在0至10000怕之间,对比精确度在1.6%至1.7% 之间。则在线自动校准预期目标就是保证压力仪表安全有效运行,且有两种方案,比较常用的一种是实用型,另一种是比较理想化的校准对比。在实际工作中使用较少。
第二,做好校准准备工作。在利用自动化仪表装置系统对电压表进行校准前,要准备好相关材料:一是打孔器。选取适合具体仪器设备的专用打孔器:二是标准表,根据现场自动化仪表装置相关标准确定标准表的精确度和量程;三是校准对比记录。利用仪表自动化校准系统对每一次测量的数据记录进行对比分析,不仅可以掌握仪表装置的工作状态,而且可以及时发现问题并进行相应的维护管理。
第三,注意事项,主要是校准路线选取问间题,以仪表装置地址为依据,选取适合的迅检线路,
Academic
学术
一天要逐检两次以上,且在检查时特别要注意关闭气源,且要把过滤器减压阀接头给拧开,不仅能及时发现间题,而且可以避免不必要的损失。此外,在拆卸孔板、仪表装置等设备时,要特别注意放置方间,同时在安装时要严格按照说明书等要求执行,保证仅表装置的正常运行。
结束语
自动化仪表主要是对工厂中电压、电流、温度等进行精细的测量,保证工厂生产过程的安全性和质量,在工业生产中有着至关重要的作用,随着现代化技术的不断发展,自动化仪表在工业申的应用越来超广泛。厂家要设计生产出质量高、相对简单且技术含量高的仅表设备,同时加强自动化仅表测试校准技术并发,不仅可以降低白动化仪表校准时间和成本,而且可以为企业生产设备提供数据参考,保证生产的安全性和效率,促进企业经济稳定可持续发展,
参考文献:
[1]贾锋平,机械工程自动化仪表装置的应用研究[.城市建设,2013(1)
[2】章利仁,机械工程自动化仪表装置的应用分析【J].城市建设理论研究(电子版), 2012 (28)
[3]江迎武.精细化工企业中自动化仪表的设计与施工[J).中国高新技术企业,2010(12)
自动装箱气动控制系统设计四川化工职业技术学院-赣丽莉
阜1
目前,实现自动化生产是各个工业部门提高效率、增加产能的重要手段之一,在自动化生产流水线上,包装环节是不可或缺的一个部分。实现自动装箱的方法有多种,而其中气动控制系统的应用十分广泛。气动控制系统具有装置结构简单、轻便,安装维护方便,压力等级低,使用安全,环保无污染,响应速度快,防火、防爆、防潮,且气源制造简单,成本低等优点,适合工业中复杂的工作环境。此外,针对自动装箱系统需要产品在箱内整齐划一的特点,气动控制系统通过多个行程开关及气缸的组合设计,使得在自动装箱过程中,不但能够提高装箱效率,雨且还能够高品质地完成产品的整齐装箱。
2.自动装箱气动控制系统的组成
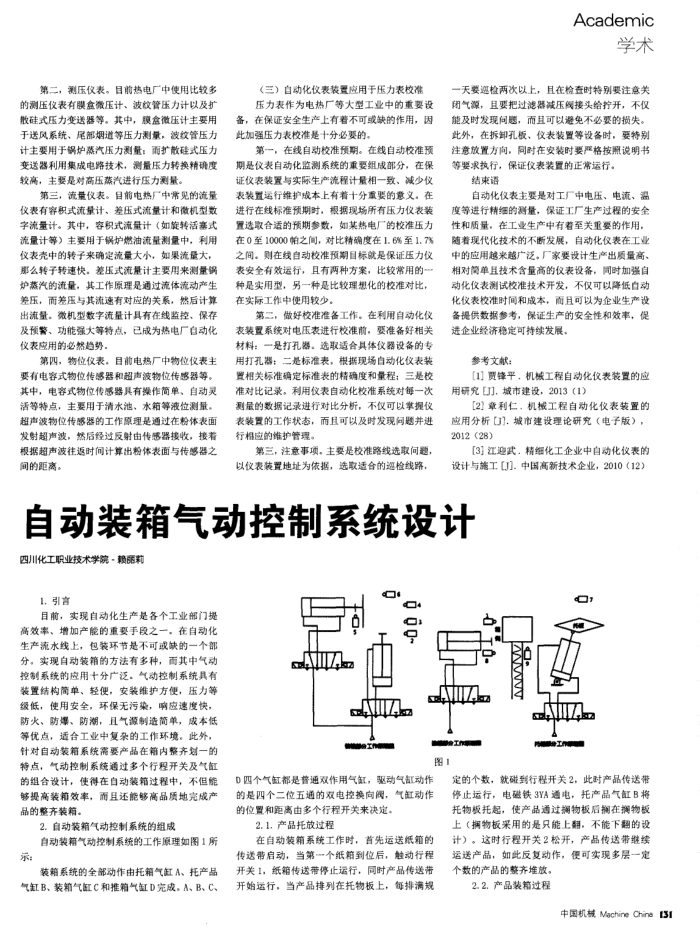
自动装箱气动控制系统的工作原理如图1所示:
装箱系统的全部动作由托箱气缸A、托产品气缸B、装箱气缸C和推箱气缸D完成。A、B、C、
0
ckz
0 o
代
工
分工图1
D四个气缸都是普通双作用气缸,驱动气缸动作
气缸动作
的是四个二位五通的双电控换向阀,的位置和距离由多个行程开关来决定。
2.1.产晶托放过程
在自动装箱系统工作时,首先运送纸箱的传送带启动,当第一个纸箱到位后,触动行程开关1,纸箱传送带停止运行,同时产品传送带开始运行,当产品排列在托物板上,每排满规
分工
定的个数,就磁到行程开关2,此时产品传送带停止运行,
电磁铁3YA通电,托产品气缸B将
托物板托起,使产品通过揭物板后搁在揭物板上(揭物板采用的是只能上翻,不能下翻的设计)。这时行程开关2松开,产品传送带继续运送产品,如此反复动作,便可实现多层一定
个数的产品的整齐堆放。 2.2.产品装箱过程
中国机械 Machine Chine 31