您当前的位置:首页>论文资料>活塞气动切断阀结构原理及常见故障处理
内容简介
 Academic 学术
Academic 学术表1根据进给状态调整变频的方法
实频进给加工面切割状态状态状况速度过跟情
慢而稳焦褐色
低
踪
电极丝
变频调整应减慢
老化快进给速略焦、
度易烧丝、应加快
忽慢忽不光洁欠跟,
快不均易出深
低
踪
匀痕
略焦
丝上有进给速
白斑伤
痕
欠佳。
慢而稳褐、有较快跟踪
条纹
2.加工表面纹路粗糙
焦色
度
应稍增加进给速度
2.1电极丝张力的影响。线切割加工中,电极丝的张力大小同样影响到加工面的质量、加工速度和加工稳定性。当加工厚度80mm以上时,由于刚开始切入时容易发生断丝,所以丝的缠绕力应“松些”,待电极丝工作一段时间后,操作人员再根据加工面的质量情况对丝张力作调整,以补充张力伸长和下降带来的张力改变。当加工薄件或切割精度和租糙度要求较高的零件时,丝的张力应适当取大,即丝的缝绕力紫些,因为此时工作液容易进入放电间隙,有利于排屑,加工稳定性好,加工表面粗糙度也好。但当工件厚度在2~3m左右时,由于电极丝容易抖动,易引发断丝,对工件精度和加工表面粗糙度均不利,所以为了避免由丝振动引起的断丝,此时丝张力不宜过紧。
2.2走丝速度偏高。线切割加工中,当加工厚件时,随着走丝速度的提高,在一定范围内,加工速度也提高了。走丝速度的提高,有利于电极丝将工件液带入较大厚度的工件放电间隙中、排除电蚀产物,提高放电加工的稳定性。但走丝速度过高,将导致电极丝的正反走丝换向频繁,使有效工作时间减少,从而加大了机械振动,降低加工精度和切割速度。再者,由于电极丝的丝径决定了切缝宽度和允许的峰值电流,而峰值电流的增大是随线切割速度的提高而增大。所以,丝速不能过高,否则将导致加工速度的提高,进而造成峰值电流的增大,最终造成断丝故障发生。为此高速切割厚件时,一般选取7~10mm/s的丝速来保证加工速度和表面加工质量。
3.工作液影响
3.1根据线切割加工机理,要求工作液具有良好的绝缘性能。绝缘性能低时,放电间隙状态变差,不能正常放电,同时也减小了液体对工件的亲和附着力,减小了对窄缝的去油污能力和对电极的洗涤作用,导致整个端面出现发黑和生锈现象。当绝缘性能较强时,则放电间隙变小,切割速度降低,使得切屑困难,若此时工作液喷淋不到位,循环流动差,也会导致加工面发黑和粗糙度差现象。因此,在线切割初加工中,乳化油和水的比例为1:5,在使用中要求浓度不小于
1:10.
3.2切削液方向。削液方向流动不能随意,否则切削液不能顺利进入工件放电位置,作用就会减小,影响加工表面质量。改善方法:切前液最好是按螺旋状形式包囊住电极丝,以提高工作液对电极丝振动的吸收作用,减少钼丝的振动,还有利于电极丝把切削液带入放电装置,改善表面粗糙度。
3.3切削液清洁度切削液使用时间过长,其中的金属微粒逐渐变大,工作液的作用下降,使表面质量下降,还会堵塞冷却系统,所以必须对工作液进行过滤,使用时间长,要更换冷却液。改善方法:在冷却泵体抽水孔处放一块海绵,使切削液中杂质吸附在海绵上,必要时需要换新的切削液。
4.结束语
综上所述,影响线切割加工工件表面质量的因素很多,只要正确分析和有效控制各种因素并采取相应措施,就能在保证高生产率的前提下,改善和提高线切割加工工件的精度及表面质量。
参考文献:
[1]王生奎,机械加工工艺手册[M] 机械工业出版社,2008.
[2]宋昌才.数控电火花加工培训教材[M].化学工业出版社,2008
活塞气动切断阀结构原理及常见故障处理
王童
(332500
九江萍钢钢铁有限公司维修厂)
摘要:以公司老区炼钢厂氧气切断阀为例,介绍了活塞气动切断阀的结构原理,针对常见故障,提出了处理方法和防范措施。
炼锅:结构原理;故障;处理方法;防范措施
关键词
前言
气动活塞切断阀具有结构简单、操作方便、使用可靠、快速关闭等特点,主要应用于无杂质,无颗粒的液体、气体介质,要求快速严密关闭、快速放空的自动控制系统中。气动活塞切断阀是生产过程自动化控制系统中执行机构的一种,它与电磁阀、大功率减压阀等配套使用,可以对自动化控制系统中输送管道上的流动介质进行自动切断或安全放空。公司老区炼钢厂氧气与氮气切断阀就是采用的这种阀,下面以氧气切断阀为例对其进行介绍。
1.型号、规格意义
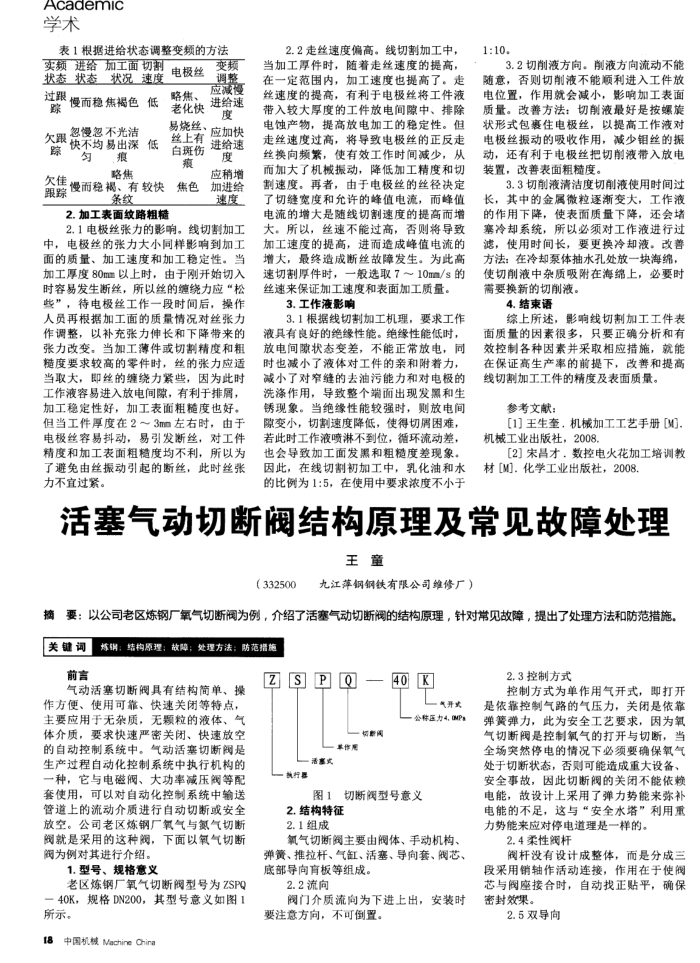
老区炼钢厂氧气切断阀型号为ZSPQ 一40K,规格DN200,其型号意义如图1 所示。
18中国机械 Machine China
ZSPQ
杨新风年
―活意式―执行器
40
K
气开式
公群区力4,OMPs
图1切断阀型号意义
2.结构特征 2.1组成
氧气切断阀主要由阀体、手动机构、弹簧、推拉杆、气缸、活塞、导向套、阀芯、底部导向育板等组成。
2.2流向
阅门介质流向为下进上出,安装时要注意方向,不可倒置。
2.3控制方式
控制方式为单作用气开式,即打开是依靠控制气路的气压力,关闭是依靠弹簧弹力,此为安全工艺要求,因为氧气切断阀是控制氧气的打开与切断,当全场突然停电的情况下必须要确保氧气处于切断状态,否则可能造成重大设备、安全事故,因此切断阔的关闭不能依赖电能,故设计上采用了弹力势能来弥补电能的不足,这与“安全水塔”利用重力势能来应对停电道理是一样的。
2.4柔性阀杆
阅杆没有设计成整体,而是分成三段采用销轴作活动连接,作用在于使阀芯与阀座接合时,自动找正贴平,确保密封效果。
2.5双导向
上一章:冰箱压缩机定心机气动测量单元的设计方法
下一章:新型轧机液压压下系统的研究