您当前的位置:首页>论文资料>铝合金铆钉化学着色工艺及着色膜的耐蚀性能
铝合金铆钉化学着色工艺及着色膜的耐蚀性能
内容简介
 I40 vei.4 No.5
I40 vei.4 No.5Maderias Prodeodion 材料
强护
y2011
铝合金铆钉化学着色工艺及着色膜的耐蚀性能曹小敏,周元康,陈素,李屹,丁旭
(贵州大学机械工程学院,贵州贵阳550003)
【摘要]为了获得色泽纯正、耐蚀性优良的铝合金着色膜,以(NH,,MoO,,NH,CI为主体,以着色膜耐蚀性为目标,通过对不同水平的可控因素的正交试验极差分析,研制了一种铝合金小零件化学着色配方,获得了最佳工艺参数:15/L(NH),Mo030g/LNH,Cl;着色温度85℃,反应时间40min。在该条件下可获得耐腐蚀能力明显强于Cu(NO,)2、KMnO。常温置换氧化着色的着色膜,膜层耐碱腐蚀性能提高2.0倍,耐盐雾腐蚀性能提高0.5倍。【关键词】化学着色;着色膜;铝合金小零件;耐扁蚀性
【中图分类号】TG174.45 0前言
【文献标识码】B
化学着色可以很好地解决批量铝合金小零件的装饰性和保护性问题。利用KMnO、HNO,、Cu(NO,),在常温下对铝合金零件表面着黑色后可以用于仪器仪表、汽车部件,能获得色泽纯正均匀、具有一定耐蚀性能的装饰性色膜(1),满足其使用要求。着色零件使用场合不相同,着色质量标准也不同。而装饰性着色,色泽纯正、抗潮湿空气氧化腐蚀就是其主要指标。为此有必要研发新的化学着色配方,既能获得色泽纯黑的着色膜,又能进一步提高着色膜的耐腐蚀性能。
本工作通过正交试验,优选出了耐蚀性能较佳的工艺配方;所得着色膜耐酸、耐碱和耐盐雾腐蚀能力均有显著提高;该法操作方便,所需设备简单,便于大批量生产,具有较好的应用价值。
1试验 1.1着色处理
1.1.1基材前处理
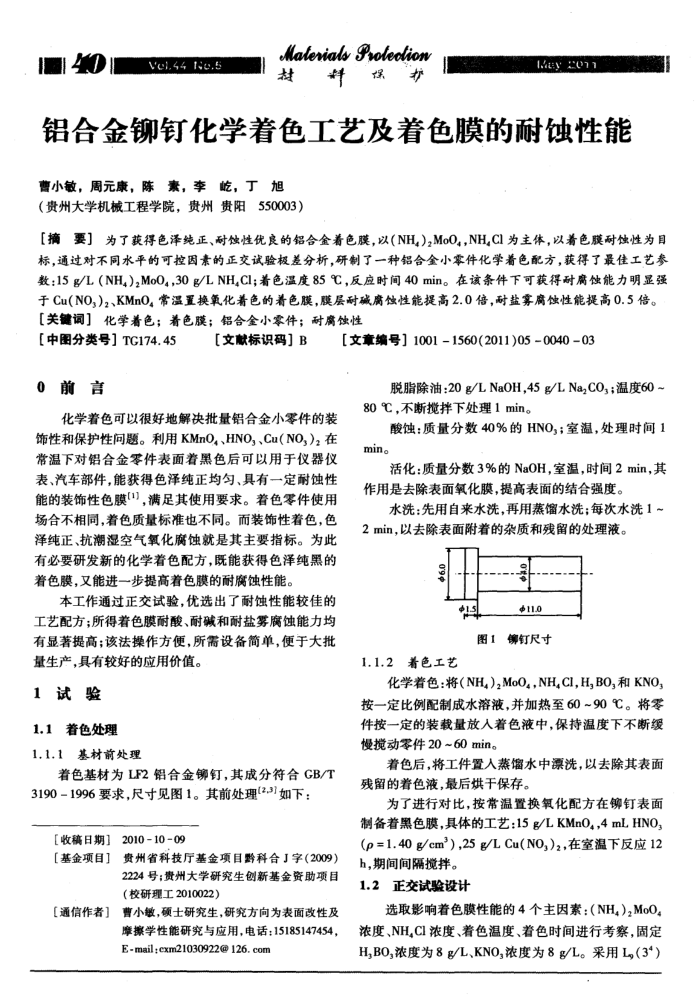
着色基材为LF2铝合金铆钉,其成分符合GB/T 3190-1996要求,尺寸见图1。其前处理(2,3)如下:
【收稿日期]2010-10-09
【基金项目]贵州省科技厅基金项目黔科合J字(2009)
2224号;贵州大学研究生创新基金资助项目(校研理工2010022)
【通信作者】曹小敏,硕士研究生,研究方向为表面改性及
摩擦学性能研究与应用,电话:15185147454, E-mailexm21030922@126.com
[文章编号】1001-1560(2011)05=0040=03
脱脂除油:20g/LNaOH,45g/LNa,CO;温度60~ 80℃,不断搅拌下处理1min。
酸蚀:质量分数40%的HNO,;室温,处理时间1
min。
活化:质量分数3%的NaOH,室温,时间2min,其
作用是去除表面氧化膜,提高表面的结合强度。
水洗:先用自来水洗,再用蒸馏水洗;每次水洗1~ 2min,以去除表面附着的杂质和残留的处理液。
9 $11.0
图1铆钉尺寸
1.1.2着色工艺
化学着色:将(NH),MoO,,NH,CI,H,BO,和KNO 按一定比例配制成水溶液,并加热至60~90℃。将零件按一定的装载量放人着色液中,保持温度下不断缓慢搅动零件20~60min。
着色后,将工件置人蒸馏水中漂洗,以去除其表面残留的着色液,最后烘干保存。
为了进行对比,按常温置换氧化配方在铆钉表面制备着黑色膜,具体的工艺:15/LKMnO4,4mLHNO(p=1.40g/cm),25g/LCu(NO,)2,在室温下反应12
h,期间间隔搅拌。 1.2正交试验设计
选取影响着色膜性能的4个主因素:(NH,),MoO 浓度、NH,CI浓度、着色温度、着色时间进行考察,固定 H,BO,浓度为8/L、KNO,浓度为8L。采用L(3*)