您当前的位置:首页>论文资料>数控立式磨B轴伺服回转进给机构设计
内容简介
 数控立式磨床B轴伺服回转进给机构设计
数控立式磨床B轴伺服回转进给机构设计齐重数控装备股份有限公司
161005)
(黑龙江齐齐哈尔
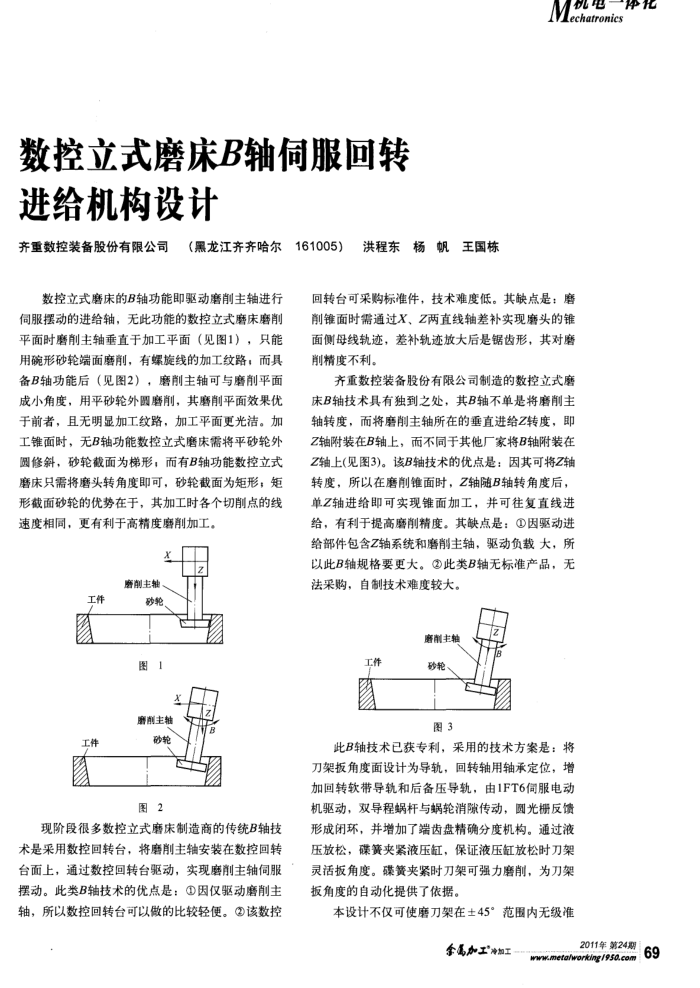
数控立式磨床的B轴功能即驱动磨削主轴进行伺服摆动的进给轴,无此功能的数控立式磨床磨削平面时磨削主轴垂直于加工平面(见图1),只能用碗形砂轮端面磨削,有螺旋线的加工纹路,而具备B轴功能后(见图2),磨削主轴可与磨削平面成小角度,用平砂轮外图磨削,其磨削平面效果优于前者,且无明显加工纹路,加工平面更光洁。加工锥面时,无B轴功能数控立式磨床需将平砂轮外圆修斜,砂轮截面为梯形,而有B轴功能数控立式磨床只需将磨头转角度即可,砂轮截面为矩形;矩形截面砂轮的优势在于,其加工时各个切削点的线速度相同,更有利于高精度磨削加工。
X
磨削主轴、
工件工件
砂轮图1 磨削主轴砂轮
图2
现阶段很多数控立式磨床制造商的传统B轴技术是采用数控回转台,将磨削主轴安装在数控回转台面上,通过数控回转台驱动,实现磨削主轴伺服据动。此类B轴技术的优点是:①因仅驱动磨前主轴,所以数控回转台可以微的比较轻便。②该数控
洪程东杨帆王国栋
Metairomies体化
回转台可采购标准件,技术难度低。其缺点是:磨削锥面时需通过X、Z两直线轴差补实现磨头的锥面侧母线轨迹,差补轨迹放大后是锯齿形,其对磨削精度不利。
齐重数控装备股份有限公司制造的数控立式磨床B轴技术具有独到之处,其B轴不单是将腾前主轴转度,而将磨削主轴所在的垂直进给Z转度,即 Z轴附装在B轴上,而不同于其他厂家将B轴附装在 Z轴上(见图3)。该B轴技术的优点是:因其可将Z轴转度,所以在磨削锥面时,Z轴随B轴转角度后,单Z轴进给即可实现锥面加工,并可往复直线进给,有利于提高磨削精度。其缺点是:①因驱动进给部件包含Z轴系统和磨削主轴,驱动负载大,所以此B轴规格要更大。②此类B轴无标准产品,无法采购,自制技术难度较大。
磨制主轴
工作窗
砂轮、图3
此B轴技术已获专利,采用的技术方案是:将刀架扳角度面设计为导轨,回转轴用轴承定位,增加回转软带导轨和后备压导轨,由1FT6服电动机驱动,双导程蜗杆与蜗轮消隙传动,圆光栅反馈形成闭环,并增加了端齿盘精确分度机构。通过液压放松,碟簧夹紧液压缸,保证液压缸放松时刀架灵活扳角度。碟簧夹紧时刀架可强力磨削,为刀架扳角度的自动化提供了依据。
本设计不仅可使磨刀架在±45°范围内无级准
金画加工净加工
2011年第24期
69
www.meta/working/950.com
上一章:数控等离子切割下料改进方法
下一章:机床电气线路故障排查实践教学浅思