加工中心自动换刀装置换刀定位精度试验系统研发
内容简介
 应用研究
应用研究加工中心自动换
刀装置换刀定位精度试验系统研发
熊杰
(江西环境工程职业学院江西赣州341000)
数字执本与质用
摘要:自动换刀装置作为加工中心的重要功能部件其发展的滞后已严重影响我四数控机床的发展。因此,对刀库及自动模刀装置的可靠性进行测试十分重要。本文针对刀库中刀套翻转的定位精度提出了测试系统的方案,通过搭建可靠性试验平台,设计满足测试需要的电气系统设计以PLC为核心的控制系统,以及设计以组态款件为核心的监控系统等,完成了对刀库及自动换刀装置中刀套翻转定住精庭的测试,并以德国的VDI/DGQ3441. 3:1994定位精度检测标准为依据,完或了对本测试试验数据的分析。
关键调:自动换刀装置定住精度试验系统
中图分类号:TG659 1引言
文献标识码:A
文章编号:1007-9416(2014)06-0146-01
利用电磁阅控制气缸的往复运动,进面实现刀套的翻转,并利用变
目前,在影响我国国产数控机床发展的因素中,功能部件产业发展的滞后已成为数控机床发展的瓶颈。数控机床发展水平的高低,很大程度上取决于数控机床功能部件的发展水平。
在加工中心中,刀库以及自动换刀装置ATC(AutoTools Change)主要用于刀具的存放以及刀具的交换,是加工中心中重要的功能部件。因此,对其定位精度进行研究具有一定的实际意义。
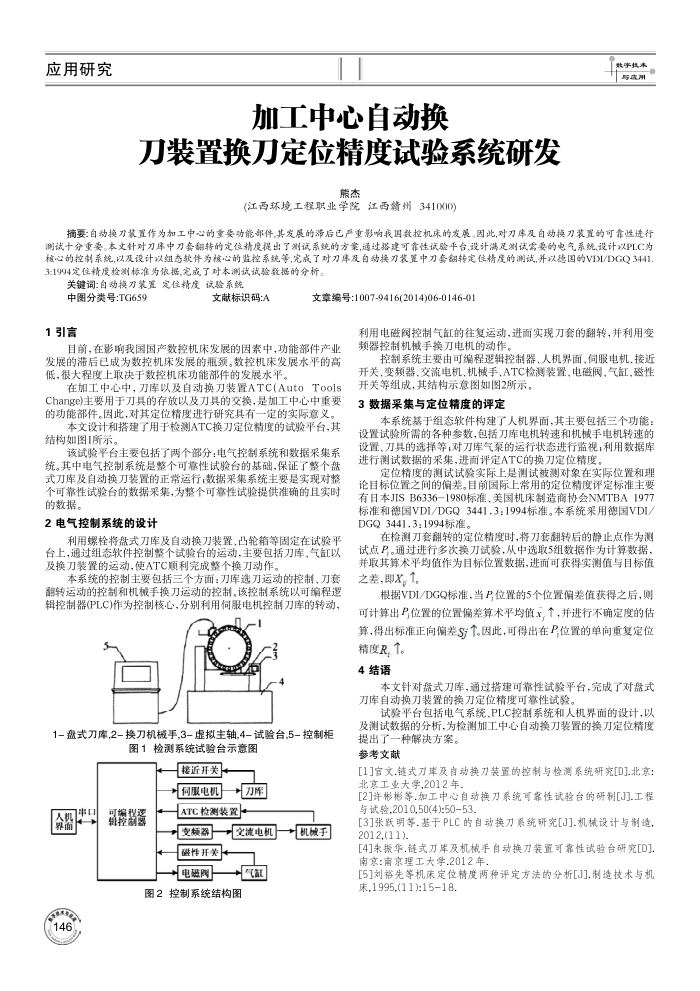
本文设计和搭建了用于检测ATC换刀定位精度的试验平台,其结构如图1所示。
该试验平台主要包括了广两个部分:电气控制系统和数据采集系统。其中电气控制系统是整个可靠性试验台的基础,保证了整个盘式刀库及自动换刀装置的正常运行;数据采集系统主要是实现对整个可靠性试验台的数据采集,为整个可靠性试验提供准确的且实时的数据。
2电气控制系统的设计
利用螺栓将盘式刀库及自动换刀装置、凸轮箱等固定在试验平台上,通过组态软件控制整个试验台的运动,主要包括刀库,气缸以及换刀装置的运动,使ATC顺利完成整个换刀动作。
本系统的控制主要包括三个方面:刀库选刀运动的控制,刀套翻转运动的控制和机械手换刀运动的控制。该控制系统以可编程逻辑控制器(PLC)作为控制核心,分别利用伺服电机控制刀库的转动,
1-盘式刀库,2-换刀机械手,3-虚拟主轴,4-试验台,5-控制柜
图1检测系统试验台示意图
接近开关
同服电机
今视常口益
46
刀库
ATC检测装置
变频器
交流电机
+机械于
磁性开美 +电磁网
图2控制系统结构图
频器控制机械手换刀电机的动作,
控制系统主要由可编程逻辑控制器、人机界面、伺服电机、接近开关、变频器、交流电机、机械手、ATC检测装置、电磁阀、气缸、磁性
开关等组成,其结构示意图如图2所示。 3数据采集与定位精度的评定
本系统基于组态软件构建了人机界面,其主要包括三个功能:设置试验所需的各种参数,包括刀库电机转速和机械手电机转速的设置、刀具的选择等,对刀库气泵的运行状态进行监视,利用数据库进行测试数据的采集,进面评定ATC的换刀定位精度,
定位精度的测试试验实际上是测试被测对象在实际位置和理论目标位置之间的偏差。目前国际上常用的定位精度评定标准主要有日本JISB6336-1980标准、美国机床制造商协会NMTBA1977 标准和德国VDL/DGQ3441.3:1994标准。本系统采用德国VDL DGQ3441.3:1994标准。
在检测套翻转的定位精度时,将刀套翻转后的静止点作为测试点P。通过进行多次换刀试验,从中选取5组数据作为计算数据,并取其算术平均值作为目标位置数据,进而可获得实测值与目标值之差,即X.1
根据VDL/DGQ标准,当P位置的5个位置偏差值获得之后,则可计算出P位置的位置偏差算术平均值x。*,并进行不确定度的估算,得出标准正向偏差Si↑。因此,可得出在P位置的单向重复定位
精度R,1。 4结语
本文针对盘式刀库,通过搭建可靠性试验平台,完成了对盘式刀库自动换刀装置的换刀定位精度可靠性试验。
试验平台包括电气系统、PLC控制系统和人机界面的设计,以及测试数据的分析,为检测加工中心自动换刀装置的换刀定位精度
提出了一种解决方案。参考文献
[1]官文.链式刀库及自动换刀装置的控制与检测系统研究[D].北京:北京工业大学,2012年
[2]许彬彬等.加工中心自动换刀系统可靠性试验台的研制[J].工程与试验.2010.50(4):50-53.
[3]张跃明等.基于PLC的自动换刀系统研究[J].机械设计与制造, 2012.(11).
[4]未摄华.链式万库及机械手自动换万装置可靠性试验台研究[D] 南京:南京理工大学.2012年
[5]刘裕先等机床定位精度两种评定方法的分析[J].制造技术与机床,1995,(11):1518.
相关文章
数控铣床气动换刀装置的改进与维护
GB/T 10944.4-2013 自动换刀7:24圆锥工具柄 第4部分:柄的技术条件
GB/T 10944.5-2013 自动换刀7:24圆锥工具柄 第5部分:拉钉的技术条件
GB/T 10944.2-2013 自动换刀7:24圆锥工具柄 第2部分:J、JD和JF型柄的尺寸和标记
SIEMENS802dsl系统机床提高刀库换刀可靠性的编程方法
GB/T 37891.3-2019 带平键和端键传动的铣刀杆 第3部分:带724自动换刀圆锥柄刀杆的尺寸和标记
GB/T 37891.3-2019 带平键和端键传动的铣刀杆第3部分∶带7∶24自动换刀圆锥柄刀杆的尺寸和标记
GB/T 37891.3-2019 带平键和端键传动的铁刀杆第3部分:带7 :24自动换刀圆锥柄刀杆的尺寸和标记