您当前的位置:首页>论文资料>冷连轧过程控制轧机设定值计算
内容简介
 数控技术
数控技术冷连轧过程控制轧机设定值计算
向永光
(河北钢铁集团唐钢微尔自动化公司河北唐山063000)
摘要:酸洗连轧机组的控制系统由一组和二级计算机组成。本文主要对二级计算机系统进行描述。关键词:过程控制二级计算机系统控制参数计算
中图分类号:TP29
文献标识码:A
文章编号:1007-9416(2011)11-0014-01
二级计算机系统的一个主要功能是冷连轧机控制参数的计算(通过数学模型的设定计算)和对控制器的预设定计算。酸洗段的预设定值主要通过表格中定义和分类的参数值确定,冷连轧机的设定值(如辑缝、轧制速度等)用以将带钢轧制到目标厚度值,是基于轧
制理论的数学模型计算得出的。 1、过程控制计算机的特点
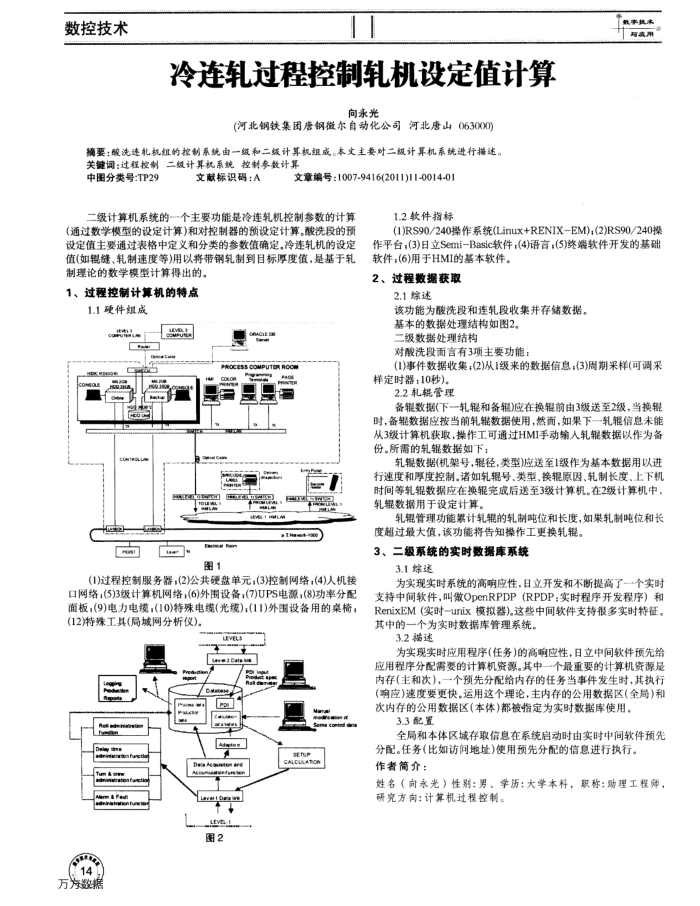
1.1硬件组成
aCa
e0.38
os
Eeecat R 图1
PAO
T4-400
(1)过程控制服务器:(2)公共硬盘单元:(3)控制网络:(4)人机接口网络,(5)3级计算机网络,(6)外围设备:(7)UPS电源:(8)功率分配面板,(9)电力电缆,(10)特殊电缆(光缓),(11)外用设备用的桌椅,(12)特殊工具(局城网分析仪)。
LEVELS
e0ala
pa
Rot adn
Adaptae
stnp CALCULATON
Dwta Acsistios ard
Aam s Pet
14 万海数糖
LaretDga e + tvt 图2
款事执术与用
1.2软件指标
(1)RS90/240操作系统(Linux+RENIXEM);(2)RS90/240操作平台:(3)日立Semi-Basic软件:(4)语言:(5)终端软件开发的基础
软件:(6)用于HMI的基本软件。 2、过程数据获取
2.1综述
该功能为酸洗段和连轧段收集并存储数据。
基本的数据处理结构如图2。二级数据处理结构
对酸洗段而言有3项主要功能:
(1)事件数据收集;(2)从1级来的数据信息:(3)周期采样(可调采样定时器:10秒)。
2.2轧挑管理
备辑数据(下一轧辊和备辑)应在换辑前由3级送至2级,当换辑时,备辑数据应披当前轧辑数据使用,然而,如果下一轧辑信息未能从3级计算机获取,操作工可通过HMI手动输人轧辑数据以作为备份。所需的轧辊数据如下;
轧辑数据(机架号,辑径,类型)应送至1级作为基本数据用以进行速度和厚度控制。诸如轧辑号、类型、换辑原因、轧制长度、上下机时间等轧辑数据应在换辑完成后送至3级计算机。在2级计算机中,轧辑数据用于设定计算。
轧辑管理功能累计轧辑的轧制吨位和长度,如果轧制吨位和长
度超过最大值,该功能将告知操作工更换轧辑。 3、二级系统的实时数据库系统
3.1综
为实现实时系统的高响应性,日立开发和不断提高了一个实时支持中间软件,叫做OpenRPDP(RPDP:实时程序开发程序)和 RenixEM(实时一unix模拟器).这紫中间软件支持很多实时特征。其中的一个为实时数据库管理系统,
3.2描述
为实现实时应用程序(任务)的高响应性,目立中间软件预先给
应用程序分配需要的计算机资源。其中一个最重要的计算机资源是内存(主和次),一个预先分配给内存的任务当事件发生时,其执行(响应)速度要更快。运用这个理论,主内存的公用数据区(全品)和次内存的公用数据区(本体)都被指定为实时数据库使用。
3.3配置
全局和本体区域存取信息在系统启动时由实时中间软件预先
分配。任务(比如访问地址)使用预先分配的信息进行执行。作者简介:
姓名(向永光)性别:男、学历:大学本科,职称:助理工程师,研究方向:计算机过程控制。
上一章:基于新型交互模式下的教学系统的设计与实现
下一章:具有群体智能的改进萤火虫优化算法