冷连轧机测厚仪AGC控制系统故障应急处理方法
内容简介
 数事其术与变用
数事其术与变用冷连轧机测厚仪AGC
控制系统故障应急处理方法
孙晓光
(唐山钢铁集团微尔自动化有限公司河北唐山063000)
数控技术
损要本文根提冷扎生产中出复的实际向股基于投流量控制原理研究出一种代警测导仪的应象处型方法验制了移流量计算厚尼代警测厚仪源理图优化了逻辑控制程序,使系统能够在测厚仪故障状态下实现自动或手动切换,从而有效保证了冷就产品的质量和生产效率
关键调:冷轧生产秒流量控制程序自动切换
中图分类号:TG333.15 1前言
文献标识码:A
文章编号:1007-9416(2013)08-0005-0)
制信号,其次,根据控制信号,完成调节过程。前者称为AGC运算属于AGC控制系统后者由电机、液压缸等执行机构执行,执行机
唐山钢铁股份有限公司1700mm5机架冷连轧机组由Siemens VAI公司引进。5架轧机中的前4架为四辑UCM轧机,第5架为六辑轧机。该机组设计年产量为140万t,产品厚度为0.3-2.0mm,可轧宽度为820-1680mm,最高出口速度达1200m/min,冷连轧生产中第一机架AGC在所有五机架AGC的地位最为显著,承担了消除绝大部分厚度偏差的重要作用,第一机架AGC主要由前馈AGC、反馈 AGC和秒流量AGC等控制策略组成。在实际生产过程中,由于系统设计和现场环境等原因,第一机架测厚仪经常无法正常投人使用,导致第一机架出口带钢厚度波动较大,严重影响厚度控制,从而影
响成品带钢的厚度精度。 2AGC控制系统简述
AGC控制系统的目标是消除厚度偏差。首先要检测轧制过程中带钢的厚度偏差,然后采取措施消除这一厚度偏差。所以归纳起来是两个问题
(1)厚度偏差的检测。目的是检测带钢在轧制过程中每时每刻带钢可能出现的厚度偏差的大小,此数值大小由测厚仅来检测。(2)厚度偏差的消除,首先,根据厚度偏差的大小,计算出调节量,输出控
Rwa
t
图1秒流量计算厚度代替测厚仪原理图 +-. -..
2
a
图2秒流量计算厚度替代测厚仪的控制程序
构如何完成这一任务,由自动位置控制系统也称为APC(Automatic Position Contro1)系统来解决
AGC系统的作用是消除轧制过程中所产生的带钢织向长度上的厚度偏差。它不管原始的辑缝给定值,只在辑缝预设定的基础上,使带钢出口厚度控制在公差范围之内。另外,典型的AGC控制有前
馈AGC控制,反馈AGC控制,秒流量AGC控制。 3秒流量计算厚度代替测厚仪原理及应用
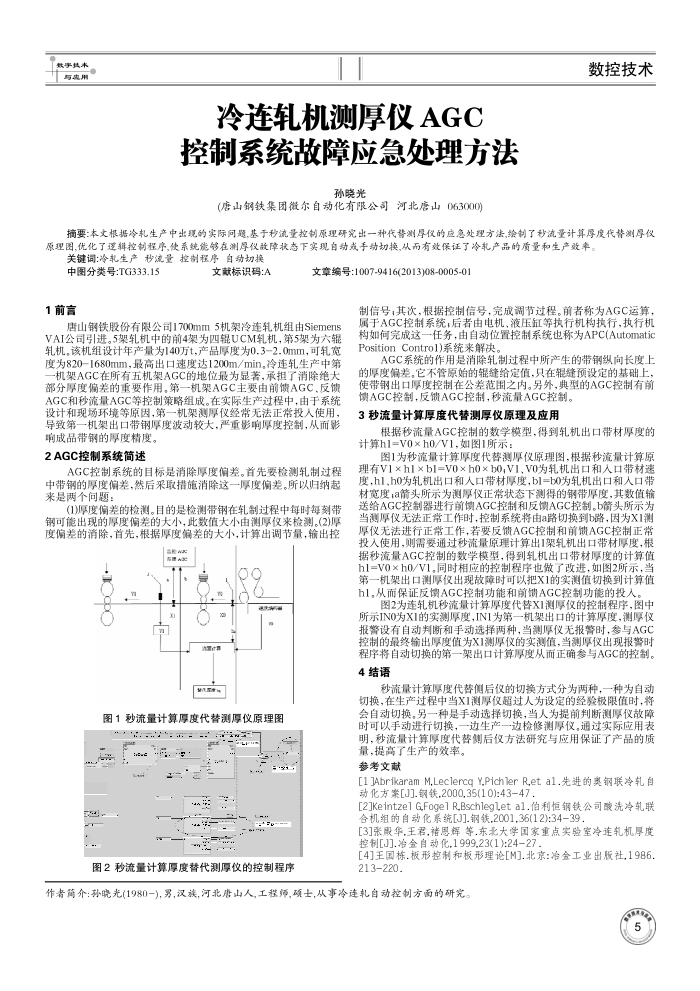
根据秒流量AGC控制的数学模型.得到轧机出口带材厚度的计算hi=Vo×ho/V1,如图1所示:
图1为秒流量计算厚度代替测厚仪原理图,根据秒流量计算原理有V1×h1×bl=Vo×ho×bo,V1Vo为轧机出口和入口带材速度,hl,ho为轧机出口和人口带材厚度,bl=bo为轧机出口和人口带材宽度;a箭头所示为测厚仪正常状态下测得的钢带厚度,其数值输送给AGC控制器进行前馈AGC控制和反馈AGC控制。b箭头所示为当测厚仪无法正常工作时,控制系统将由a路切换到b路,因为X1测厚仪无法进行正常工作,若要反馈AGC控制和前馈AGC控制正常投入使用,则需要通过秒流量原理计算出1架轧机出口带材厚度,根据秒流量AGC控制的数学模型,得到轧机出口带材厚度的计算值 h1=V0×h0/V1。同时相应的控制程序也做了改进,如图2所示,当第一机架出口测厚仪出现故障时可以把X1的实测值切换到计算值 h1,从而保证反馈AGC控制功能和前馈AGC控制功能的投入。
图2为连轧机秒流量计算厚度代替XI测厚仪的控制程序,图中所示INO为X1的实测厚度,IN1为第一机架出口的计算厚度,测厚仪报警设有自动判断和手动选择两种,当测厚仪无报警时,参与AGC 控制的最终输出厚度值为X1测厚仪的实测值,当测厚仪出现报警时程序将自动切换的第一架出口计算厚度从而正确参与AGC的控制。
4结语
秒流量计算厚度代替侧后仪的切换方式分为两种,一种为自动切换,在生产过程中当X1测厚仪超过人为设定的经验限值时,将会自动切换,另一种是手动选择切换,当人为提前判断测厚仪故障时可以手动进行切换,一边生产二边检修测厚仪,通过实际应用表明,秒流量计算厚度代替侧后仪方法研究与应用保证了产品的质
量,提高了生产的效率。参考文献
[1 JAbrikaram M,Leclercq Y,Pichler R,et a1.先进的奥钢联冷轧自动化方案[J7.钢铁,2000.35(10):4347
[2]Keintze1 G,Foge1 R,Bschleglet al.伯利恒钢铁公司酸洗冷轧联合机组的自动化系统[3].钢铁,2001,36(12):3439,
[3]张股华.王君.褚恩辉等.东北大学国家重点实验室冷连轧机厚度控制[J].冶金自动化1999,23(1):24-27
[4]王国栋.板形控制和板形理论[M].北京:冶金工业出版社,1986 213-220.
作者篇介:孙晓光(1980一),男,汉族,河北唐山人,工程师,颈士,从事冷连轧自动控制方面的研究。
上一章:基于斜率变化的一种数字滤波算法
下一章:基于微控制器的单相电表检测仪设计