您当前的位置:首页>论文资料>减速器自动加工系统设计
内容简介
 数控技术
数控技术减速器自动加工系统设计
宋健
(策芜职业技术学院山东策芜271100)
数字投本与成用
摘要:通过对减速器的加工系统进行和步的研究,将先进的制遗业工艺模术和计算机精助工艺过程设计有机结合起来探索自动化、智能化更高的自动控制,日的是提高加工制造业技术
关键词加工系统自动控制计算机辅助
中图分类号:TP391
文献标识码:A
机械制造业中最重要也是最基本的内容技术制定工艺规程,其主要任务是根据产品的工艺信息及各方面要求为产品的实际生产提供必要的信息。工艺文件是生产的主要依据,然而随着企业信息化的发展,传统的设计方法的工作效率低,不利于产品的生产,由计算机控制和发展的CAPP系统的体系结构也成为新的研究热点,本文通过对系统的自动化控制机理和控制程序的研究,实现企业的自
动化生产,提高生产效率, 1CAPP系统简介
CAPP系统指的是借助计算机软件和硬件技术以及支撑环境,利用计算机的强大的计算和逻辑推理能力,制定零件机械加工的工艺过程。
(1)系统的设计原则,实用,协调原则,工厂开发的CAPP首要的目标就是确保该系统的实用,实用性作为一个测量系统级别的基本原则,开放性原则,保证用户(工艺人员能够顺利调试,修改,扩展和维护系统,符合绿色制造要求原则:绿色制造越来越多的关注,在技术规则的设计符合绿色制造的要求。(2)系统的功能要求。系统根据功能要求分为两大模块,分别是工艺设计辅助模块和加工工艺管理模块。工艺设计功能,审查产品的零件结构,制定和审核其加工的工艺是否合理。工艺管理模块根据产品的图纸中的尺寸和技术要求,对产品结构进行分析,校验相关工艺文件的产生和产品设计有间题,再进行CAD系统的修订。(3)系统的开发平台。VisualBasic6.0 是微软公式推出的一种可视化编程工具,应用性和可移植性强,广
H国国厨
人工满量
大州
图1控制软件流程图
收移日期:2014-0623
文章编号:1007-9416(2014)07-0028-01
泛应用于应用软件的开发,支持windows的开发环境,具有强大的数据库功能和灵活的Active技术;Acoess数据库不仅功能强大,在操作性上相比其他数据库更加简单,易学易用,AutoCAD的人机交互式操作给绘图提供了极大的便利性,综合了计算机知识和制图知识,不仅可以通过人机对话方式还可以利用编程的方式进行操作,
具有很大的开放性,非常利于二次开发, 2减速器加工系统的系统构成
该系统主要的组成模块是;控制模块。它具有的功能是调整各模块的衔接,是个模块能够顺利运行,在人和机器之间形成信息的交流,是功能的调控主模块,零件信息输人模块。该模块的主要功能是,完成零件相应信息的输入,当在CAD系统中不能获取零件信息时,使用该模块来获取信息,工艺设计模块。该模块的主要功能是,决定零件的加工工艺流程,然后指定相关文件,方便生产部门根据该文件进行零件的加工生产,工序决策模块。该模块的主要功能是,生产零件生产的工艺卡片,提供给生产和管理部门生产的工序图,工步决策模块。该模块的主要功能是,设计在零件加工中的工步,确定每一个工步的切削量形成零件的加工指令需要的刀位文件,NC指令生成模块。该模块的主要功能是,根据在工步决策模块形成的刀位文件,据此来制定计算机
能读取的指令代码,形成NC加工中需要的控制指令。 3减速器加工系统的自动控制原理及实现
3.1工艺路线的推理
工艺推理方法的选择上适合选用正向推理的方法一数据驱动推理法。本文采用条件集和行动集表达的决策逻辑在人工智能技术中称为产生式规则。产生式规则的表达形式为:
IF<条件1>
AND<条件2> OR<条件3>
THEN<结论1>可信度a% <结论2>可信度b%
其中,a、b为常数,最大值为100,如果不标注可信度,则系统默认值为100%。生产规则的优点是规则的模块化,自足性和多功能性,不精确的推理基础上的可信度因子。
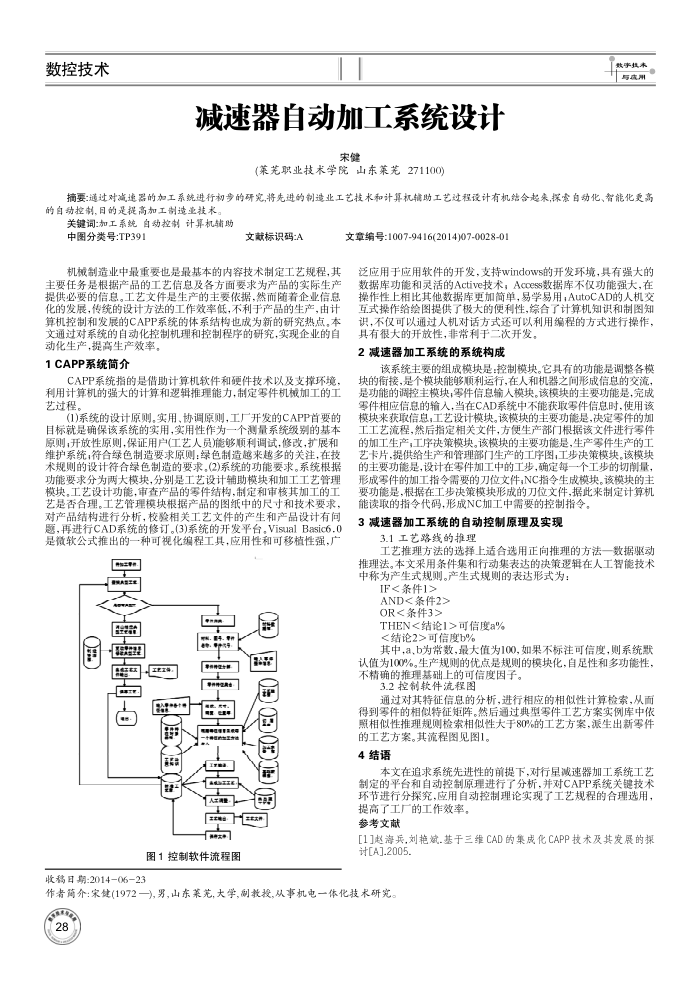
3.2控制软件流程图
通过对其特征信息的分析,进行相应的相似性计算检索,从面得到零件的相似特征矩阵。然后通过典型零件工艺方案实例库中依照相似性推理规则检索相似性大于80%的工艺方案,派生出新零件
的工艺方案。其流程图见图1。 4结语
本文在追求系统先进性的前提下,对行星减速器加工系统工艺制定的平台和自动控制原理进行了分析,并对CAPP系统关键技术环节进行分探究,应用自动控制理论实现了工艺规程的合理选用,
提高了工广的工作效率,参考文献
[1]赵海兵,刘艳斌.基于三维CAD的集成化CAPP技术及其发展的探讨[A].2005.
作者简介:宋健(1972一),男,山东莱芜,大学,制教投,从事机电一体化技术研究
上一章:基于数据扰动的隐私保持的分类挖掘方法
下一章:基于小波域的水印最佳嵌入位置的研究