西门子S7-300软冗余系统在高炉喷煤制粉中的应用
内容简介
 数执车与率用
数执车与率用西门子S7-300软元
余系统在高炉喷煤制粉中的应用
陈蕊
(天津华鑫兴业科技有限公司天津300250)
数控技术
摘要:本文章主要介绍西门于S7-30PLC款允余系统在高炉喷煤制粉中的应用通过人机界面和PLC实现电气设备的启停、自动控制和仪表参数监控等关键词:可编程控制器(PLC)软允余过程监控组软件
中图分类号:TM571.61
1概述
文献标识码:A
计算机PLC监控系统的作用是通过对制粉和喷煤系统中各种设备、介质在运行过程中的状态参数的实时监控,为操作人员提供直观形象的动态数据画面,并能够实现对主要设备远程自动控制,
提高企业的自动化水平。 2系统组成
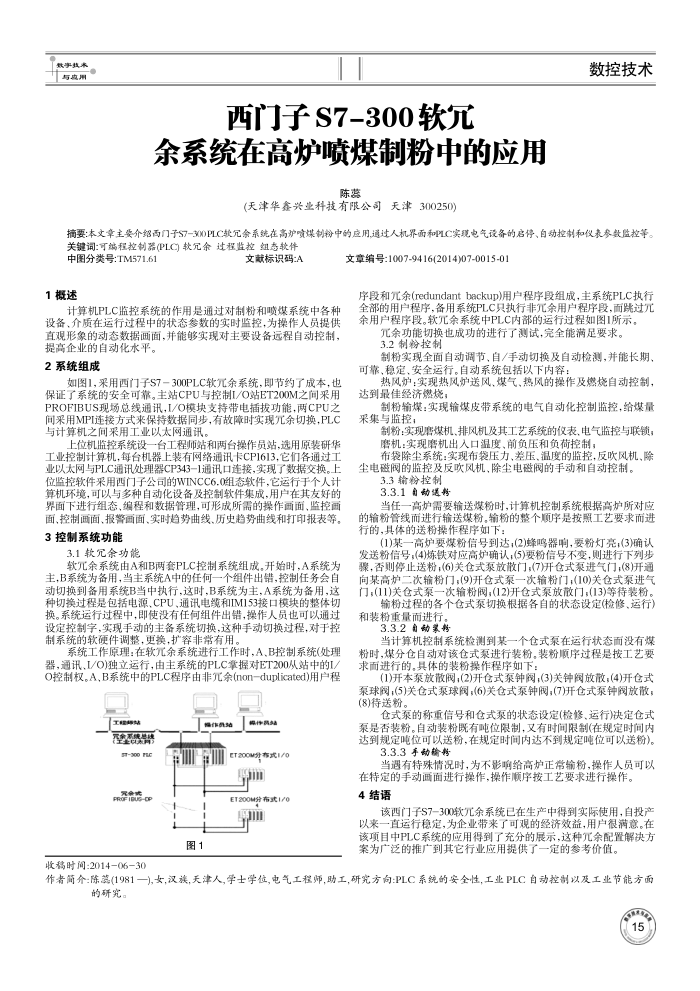
如图1,采用西门子S7一300PLC软元余系统,即节约了成本,也保证了系统的安全可靠。主站CPU与控制I/O站ET200M之间采用 PROFIBUS现场总线通讯,I/O模块支持带电插拨功能,两CPU之间采用MPI连接方式来保持数据同步,有故障时实现元余切换,PLC 与计算机之间采用工业以太网通讯,
上位机监控系统设一台工程师站和两台操作员站,选用原装研华工业控制计算机,每台机器上装有网络通讯卡CP1613,它们各通过工业以太网与PLC通讯处理器CP343-1通讯口连接,实现了数据交换。上位监控软件采用西门子公司的WINCC6.0组态软件,它运行于个人计算机环境,可以与多种自动化设备及控制软件集成,用户在其友好的界面下进行组态,编程和数据管理,可形成所需的操作画面,监控画面、控制画面、报警面、实时趋势曲线、历史趋势曲线和打印报表等,
3控制系统功能
3.1软余功能
软元余系统由A和B两套PLC控制系统组成。开始时A系统为主,B系统为备用,当主系统A中的任何一个组件出错,控制任务会自动切换到备用系统B当中执行,这时,B系统为主,A系统为备用,这种切换过程是包括电源、CPU,通讯电缆和IM153接口模块的整体切换。系统运行过程中,即使没有任何组件出错,操作人员也可以通过设定控制字,实现手动的主备系统切换,这种手动切换过程,对于控制系统的软硬件调整,更换,扩容非常有用,
系统工作原理:在软元余系统进行工作时,A、B控制系统(处理器,通讯,L/O)独立运行,由主系统的PLC章握对ET200从站中的I/ O控制权。A,B系统中的PLc程序由非允余(non-duplicated)用户程
工型 sT-300 rsC
PRE-op
收稿时间:2014-06-30
编作R件A
ET200M分布式1/0 ET200M分布式1/0
图1
文章编号:1007-9416(2014)07-0015-0
序段和允余(redundantbackup)用户程序段组成,主系统PLC执行全部的用户程序,备用系统PLC只执行非允余用户程序段,面跳过元余用户程序段。软元余系统中PLC内部的运行过程如图1所示。
允余功能切换也成功的进行了测试,完全能满足要求。 3.2制粉控制
制粉实现全面自动调节、自/手动切换及自动检测,并能长期,可靠、稳定、安全运行。自动系统包括以下内容:
热风炉:实现热风炉送风、煤气,热风的操作及燃烧自动控制,达到最佳经济燃烧:
制粉输煤:实现输煤皮带系统的电气自动化控制监控,给煤量采集与监控:
制粉:实现唐煤机、排风机及其工艺系统的仪表、电气监控与联锁,磨机:实现磨机出入口温度、前负压和负荷控制;
布袋除尘系统:实现布袋压力、差压、温度的监控,反吹风机、除尘电磁阀的监控及反吹风机、除尘电磁阀的手动和自动控制。
3.3输粉控制 3.3.1自动送务
当任一高炉需要输送煤粉时,计算机控制系统根据高炉所对应的输粉管线而进行输送煤粉,输粉的整个顺序是接照工艺要求而进行的,具体的送粉操作程序如下:
(1)某一高炉要煤粉信号到达,(2)蜂鸣器响,要粉灯亮;(3)确认发送粉信号,(4)炼铁对应高炉确认,(5)要粉信号不变,则进行下列步骤,否则停止送粉;(6)关仓式泵放散门,(7)开仓式泵进气门;(8)开通向某高炉二次输粉门:(9)开仓式泵一次输粉门;(10)关仓式泵进气门;(11)关仓式泵一次输粉阀;(12)开仓式泵放散门;(13)等待装粉。
输粉过程的各个仓式泵切换根据各自的状态设定(检修、运行和装粉重量而进行。
3.3.2自动黑
当计算机控制系统检测到某一个仓式泵在运行状态面没有煤粉时,煤分仓自动对该仓式泵进行装粉,装粉顺序过程是按工艺要求面进行的。具体的装粉操作程序如下:
(1)开本泵放散阀;(2)开仓式泵钟阀;(3)关钟阅闵放散,(4)开仓式泵球阅;(5)关仓式泵球阀;(6)关仓式泵钟阀;(7)开仓式泵钟阅放散;(8)待送粉。
仓式泵的称重信号和仓式泵的状态设定(检修、运行)决定仓式泵是否装粉。自动装粉既有吨位限制,又有时间限制(在规定时间内达到规定吨位可以送粉,在规定时闻间内达不到规定吨位可以送粉)。
3.3.3手动输号
当遇有特殊情况时,为不影响给高炉正常输粉,操作人员可以
在特定的手动画面进行操作,操作顺序按工艺要求进行操作。 4结语
该西门子S7-300软元余系统已在生产中得到实际使用,自投产以来一直运行稳定,为企业带来了可观的经济效益,用户很满意。在该项目中PLC系统的应用得到了充分的展示,这种允余配置解决方案为广泛的推广到其它行业应用提供了一定的参考价值。
作者简介:陈落(1981一),女,汉族,天津人,学士学位,电气工程师,助工,研究方向:PLC系统的安全性,工业PLC自动控制以及工业节能方面
的研究。