您当前的位置:首页>论文资料>TMEIC窄搭接焊机对中系统解析
内容简介
 学术论坛
学术论坛TMEIC 窄搭接焊机对中系统解析
张文强
(唐钢薇尔自动化有限公司河北唐山063000)
数字投本开导在用
摘要机是键锌机组的关键设备,其工作状态直接影响到机组的稳定运行。焊机的横向对中功能保证了前后带钢的平稳街接,保证烊接的有效进行,为机组的正常连续生产提供了保障。对TMEIC烊机的对中系统的组成、动作原理及调整过程做了详细的解析,并对婵机的日常操作和维护工作提出了建议,从而保证了烊接质量的稳定可靠,提高生产效率。
关键词:烊机PAD系统横向调整中图分类号:TG409
文献标识码:A
文章编号:1007-9416(2014)01-0210-01
京唐冷轧厂镀锌机组焊机从日本TMEIC公司引进,是机组最关键设备之一。用于带钢头,尾焊接,其焊接质量及焊接时间将直接影响机组连续生产的正常进行,故焊机常常成为镀锌线的一个薄弱环节,此焊机的自动化控制程度较高,多采用伺服控制系统,对焊接时的焊接压力、焊接速度及带钢对中、措接都实现伺服控制。保证了焊接质量与焊接速度,从而保证了机组正常连续运行。对中系统是焊机可进行自动焊接前提,是对焊机质量的有效保证,焊机的对中包括两个系统,一个是parallel adjustment devices(平行度调整装置,简称PAD),另一个为crossadjustmentsystem(横向调整系统)
1PAD系统
镀锌焊机系统中,一共安装有2组(4个)PAD,人口、出口各有组,每组2个,PAD的主要作用是保证出入口带钢的平行度。PAD是成组动作,入口一组,出口一组。现以入口为例阐述其动作过程,通过计算人口1号PAD与2号PAD的行程差来计算人口带钢的跑偏距离Y,并通过动作来消除偏差。
其胞偏距离的计算公式为:=α1-β1
式中,α1――入口1号PAD初始位到停止位距离(单位mm),人口2号PAD初始位到停止位距离(单位mm),Y―跑偏距离
y(单位mm)。
整个过程动作如下:(1)带钢停止在夹钳处;(2)1号和2号PAD前进,(3)PAD高速前进直到减速位开关探测到带钢边缘,然后变为低速;(4)PAD继续前进直到停止位开关探测到带钢边缘,然后停止;(5) 编码器计录停止位距离,通过两个PAD计算带钢的倾斜度;(6)PAD 实钳闭合(7)起套由生产线控制);(8)PAD动作YmM,保证带钢平
行;(9)上述完成后,即可进行带钢的横间调整。 2横向调整系统
2.1横向对中调整系统的组成
TMEIC焊机的横向对中调整系统包括:(1)图像传感相机:(2)围像传感接口板;(3)专用电缆;(4)荧光灯;(5)PLC;(6)图形操作终端(GOT)。
2.2相机的安装和调整
将相机的AV输出端口(或图像传感器接口的检查终端)与同步示波器相连,然后通过检测模拟视频信号来调整相机部件。
2.2.1相机光轴和镜头调整
(1)相机纵向摆动调整;纵向调整相机位置,同时通过同步示波器监测模拟视频信号,当模拟视频信号峰值最高时相机中心与聚光灯中心重叠,并确定好扫描方向,(2)相机轴向调整:使用同步示波器
CAMFRAAILLIST
Vo680F
mW
EOGE
BTGAN
BAS
106 图
WTT
WOTH
图2GOT面板的相机调整界面
210
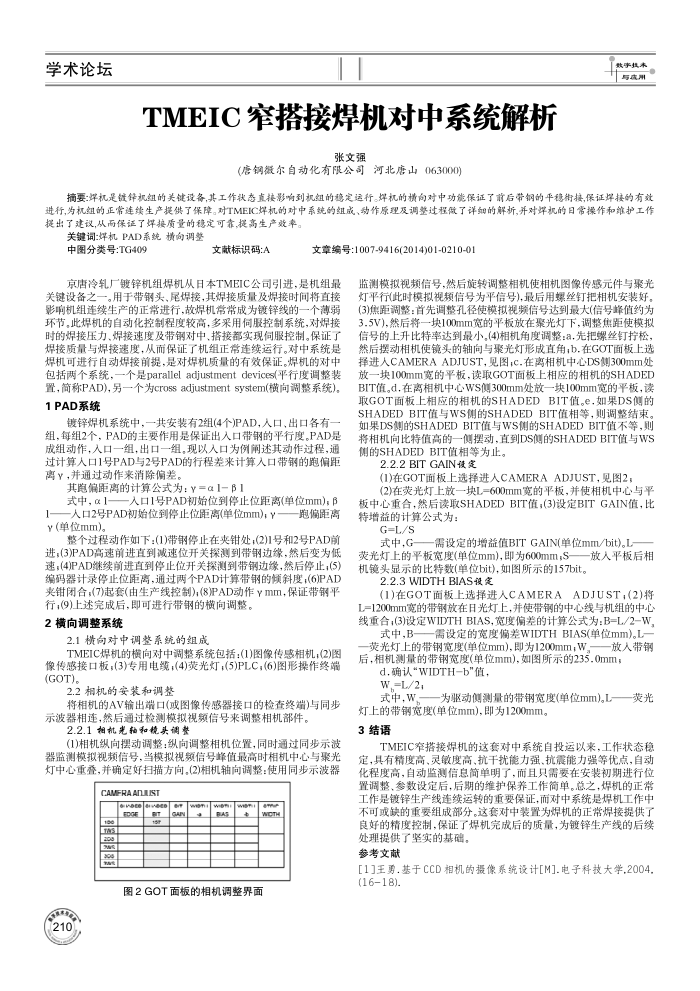
监测模拟视频信号,然后旋转调整相机使相机围像传感元件与聚光灯平行(此时模拟视频信号为平信号),最后用螺丝钉把相机安装好。(3)焦距调整:首先调整孔径使模拟视频信号达到最大(信号峰值约为 3.5V),然后将一块100mm宽的平板放在聚光灯下,调整焦距使模拟信号的上升比特率达到最小(4)相机角度调整:a,先把螺丝钉松,然后摆动相机使镜头的轴向与聚光灯形成直角;b.在GOT面板上选择进人CAMERAADJUST,见图;C.在离相机中心DS侧300mm处放一块100mm宽的平板,读取GOT面板上相应的相机的SHADED BIT值。d.在离相机中心WS侧300mm处放一块100mm宽的平板,读取GOT面板上相应的相机的SHADEDBIT值。e.如果DS侧的 SHADEDBIT值与WS侧的SHADEDBIT值相等,则调整结束。
将相机向比特值高的一侧摆动,直到DS侧的SHADEDBIT值与WS 侧的SHADEDBIT值相等为止。
2.2.2 BIT GAIN使定
(1)在GOT面板上选择进人CAMERAADJUST,见图2;
(2)在荧光灯上放一块L=600mm宽的平板,并使相机中心与平板中心重合,然后读取SHADEDBIT值(3)设定BITGAIN值,比特增益的计算公式为:
G=L/S 式中,G-
需设定的增益值BITGAIN(单位mm/bit)。L
荧光灯上的平板宽度(单位mm),即为600mm,S――放人平板后相机镜头显示的比特数(单位bit),如图所示的157bit。
2.2.3 WIDTH BIAS设定
(1)在GOT面板上选择进人CAMERA
ADJUST,(2)将
L=1200mm宽的带钢放在日光灯上,并使带钢的中心线与机组的中心线重合,(3)设定WIDTHBIAS,宽度偏差的计算公式为:B=L/2-W
式中,B――需设定的宽度偏差WIDTH BIAS(单位mm)。L―荧光灯上的带钢宽度(单位mm),即为1200mm;W―放人带钢后,相机测量的带钢宽度(单位mm),如图所示的235.0mm;
d.确认"WIDTH-b"值, W,=L/2;
为驱动侧测量的带钢宽度(单位mm)。L―荧光
式中,w
灯上的带钢宽度(单位mm),即为1200mm。 3结语
TMEIC窄搭接焊机的这套对中系统自投运以来,工作状态稳定,具有精度高、灵敏度高、抗干扰能力强、抗震能力强等优点,自动化程度高,自动监测信息简单明了,而且只需要在安装初期进行位置调整、参数设定后,后期的维护保养工作简单。总之,焊机的正常工作是镀锌生产线连续运转的重要保证,而对中系统是焊机工作中不可或缺的重要组成部分。这套对中装置为焊机的正常焊接提供了良好的精度控制,保证了焊机完成后的质量,为镀锌生产线的后续
处理提供了坚实的基础。参考文献
[1]王勇.基于CCD相机的摄像系统设计[M].电子科技大学,2004(1618).