����ǰ��λ�ã���ҳ>��������>����myRIO��ɰ��ĥ��״̬���
����myRIO��ɰ��ĥ��״̬���
���ݼ��
 �����������Զ�������������
�����������Զ�����������������myRIO��ɰ��ĥ��״̬���
�。����������������
2017���3��
���Ϻ���ѧ��е�������Զ���ѧԺ�Ϻ�������������������ص�ʵ�����Ϻ�200072��
ժҪ��������������ʱ��ɰ��ĥ��Ͷۻ��ᵼ�¹������������ͳߴ羫�ȵ��½�������ʱ����ɹ����������Ӳ���Ҫ�ľ�����ʧ�������һ�ָ�Ч����ɰ��ĥ�������ķ���������Ƕ��ʽ�����豸NImyRIO��ȡɰ�ֹ���״̬�е����źţ��ۺϷ���ɰ��ĥ�������ź�����ֵ֮���������ϵ��ͨ������̶����ղ�������
�µ�ĥ��ʵ�飬��ȡɰ��ĥ���б���ֵ���������������ݿ⣬��ʵ��ĥ����������Ӧ���ƣ��������Ч�ʡ��ؼ���ɰ��ĥ��myRIO���ź�ĥ��ֵ
Ϊʵ�ָ߾��ȼӹ���ĥ�����㷺Ӧ���ڹ�ҵ������ĥ��������ɰ��ĥ��ֱ��Ӱ�쵽�����ļӹ�������ɰ��ĥ����ʱ��������������ȡ���ڻ�������Ա�ľ��飬�������ֲڵĹ��ơ����ͨ�������ĥ��Ч�ʽ�����ɰ�ֲ����˷ѵ���������������ɰ�ֽ�����ɹ���������������")�������е�ɰ��ĥ��״̬ʶ��ϵͳ�����Զ�ʶ��ɰ��ĥ��̶ȣ������ﵽ��Ʒ�ӹ�����ʱ�����Զ�����ɰ�֣���֤�����ij����ԣ������������ĥ��������Ч���뾭��Ч�档
���ǵ����źŻ�õļ����Ժͷ����ԣ�ɰ��ĥ��״̬����ͨ�����ӷ�ӳ������������ɰ��ĥ����ϵͳ��Ҫ���źŲɼ������ݷ��������������������ܽ��ܵĽ�ϣ�NImyRIO�䱸��˫��ARM Cortex-A9�������Լ�XilinxFPGA���ƻ�I/O���ܹ���Чʵ��ɰ��ĥ�������е����źŲɼ����������Σ�myRIOͨ�����ߴ�����ʽ�����ݴ�������λ������һ����ȡ�ź�����ֵ��ִ��ɰ��ĥ���б����̣������ĥ���ӹ���ɰ�������ȹ��ܡ������Խ���ɰ��ĥ�������ź�����ֵ֮�����ϵΪ������ͨ��ĥ��ʵ����ȡɰ��ĥ���б�ֵ��������ʵ��
ĥ����������Ӧ���ơ� 1ɰ��ĥ���ط��� 1.1ɰ��ĥ����ʽ
ɰ��ĥ����ʽ�ڳ߶��Ͽ��Է�Ϊ��߶ȵı�������ĥ����۳߶ȵ��в�ĥ������ĥ��״̬ȡ������
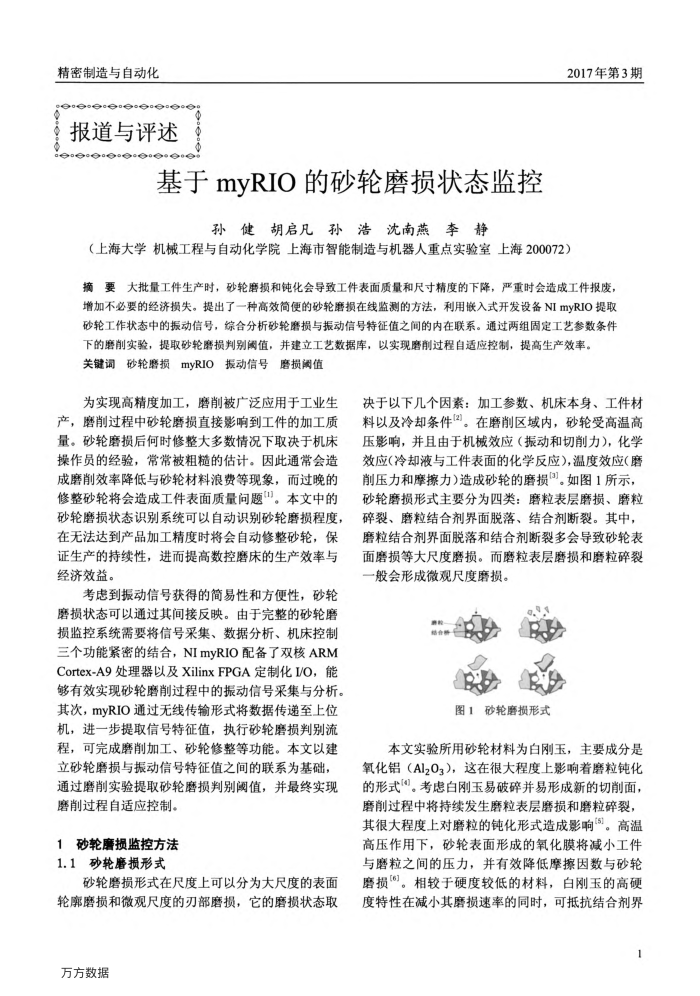
�������¼������أ��ӹ��������������������������Լ���ȴ����2����ĥ�������ڣ�ɰ���ܸ��¸�ѹӰ�죬�������ڻ�еЧӦ����������������ѧЧӦ����ȴҺ�빤������Ļ�ѧ��Ӧ)���¶�ЧӦ��ĥ��ѹ����Ħ����)���ɰ�ֵ�ĥ��"����ͼ1��ʾ��ɰ��ĥ����ʽ��Ҫ��Ϊ���ࣺĥ������ĥ��ĥ�����ѡ�ĥ����ϼ��������䡢��ϼ����ѡ����У�ĥ����ϼ���������ͽ�ϼ����Ѷ�ᵼ��ɰ�ֱ���ĥ��ȴ�߶�ĥ�𡣶�ĥ������ĥ���ĥ������һ����γ��۳߶�ĥ��
ͼ1ɰ��ĥ����ʽ
����ʵ������ɰ�ֲ���Ϊ������Ҫ�ɷ�����������AlzO3�������ںܴ�̶���Ӱ����ĥ���ۻ�����ʽ�����ǰ��������鲢���γ��µ������棬ĥ�������н���������ĥ������ĥ���ĥ�����ѣ���ܴ�̶��϶�ĥ���Ķۻ���ʽ���Ӱ�조5�����¸�ѹ�����£�ɰ�ֱ����γɵ�����Ĥ����С������ĥ��֮���ѹ��������Ч����Ħ��������ɰ��ĥ��"�������Ӳ�Ƚϵ͵IJ��ϣ�����ĸ�Ӳ�������ڼ�С��ĥ�����ʵ�ͬʱ���ɵֿ���ϼ���
1