您当前的位置:首页>论文资料>数控加工程序中三维触发式测头的实践研究
内容简介
 数学执车与率用
数学执车与率用数控技术
数控加工程序中三维触发式测头的实践研究
翟培明
(郑州市商业技师学院河南郑州450121)
摘要:数控机床是一种装有程序控制系统的自动化机床,三维测头是一个触发式的探头,产品测量是数控加工的重要工作环节,数控加工过程中三炸触发式测头的应用,能够有效的提高数控机床的准确性,提高数控机床的性能节省企业资源,保证良好的工作效率。文章主要针对数控加工中三维融发式测头的应用进行研究,布望可以提高数控机床的质量。
关键词:在线测量三维测头数控加工中图分类号:TP391
文献标识码:A
数控加工工作中,积极的对产量进行测量是产品质量的根本保证,在实际的工作过程中,传统的测量方式所获取的数据存在一定的误差较大,并且测量工具的量程也很小,严重限制了测量工作的开展,不能保证机床性能的最大化。三维触发式测头的应用能够打
破传统测量工作的算端,提高测量工作的质量。 1三维测头的工作原理分析
三维测头是一个触发式的探头,存在一根很长的探针,并且在探针上还存在较小的红宝石球,在实际工作过程中,将该小球固定到产品的表面,该小球就可以感受到很小位移,也被称之为一个跳跃信号;系统控制中心如果接收到信号,就可以及时的采取相应的措施,保证刀具可以及时停止,并且还能对加工尺寸进行精确计算,能够及时的和数控装置进行结合,从面能够完成一系列的特殊指令以及测量工作。
2数控机床的跳跃功能分析
在工作开展过程中,如果要使用在线检测,不仅需要对测头、控制系统接收脉冲系统进行相应的物理连接,并且还需要控制系统具有一定的跳跃功能。在FANUC系统中,G31属于跳跃功能,也是非模态下一个G指令,通常情况下都应用在测头的测量中,具体的指令格式为:G31(G90/G91)IP_F_,其中IP可以是x,yz三个轴中任意一个轴。在命令执行过程中,如果不存在SKIP输入信号,那么就和 G10完全相同,如果存在外部的SKIP输人信号,就可以不同执行指令
中没有完成的部分,可以直接开始下一个程序。 3型腔的检测
在检测过程中,测头首先接触的是产品的上表面以及腔底,从面实现对产品深度的测量。如果发生脉冲,Z坐标存在差值就是腔的
深度,利此种方式还可以对腔的长度以及深度进行测量。 4孔中心的寻找
在工作过程中,对于已经存在孔的产品,相应的程序都是以孔
Q 双
10
10
10
20
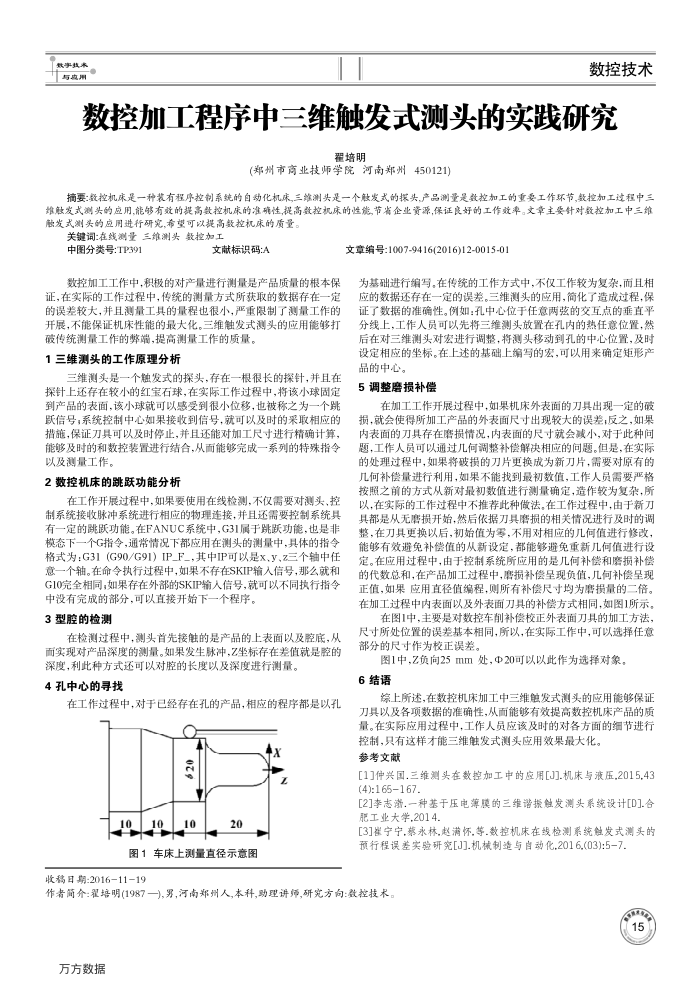
图1车床上测量直径示意图
收移日期:2016-11-19
x 市
文章编号:1007-9416(2016)12-0015-0)
为基础进行编写。在传统的工作方式中,不仅工作较为复杂,而且相应的数据还存在一定的误差。三维测头的应用,简化了造成过程,保证了数据的准确性。例如:孔中心位于任意两的交互点的垂直平分线上,工作人员可以先将三维测头放置在孔内的热任意位置,然后在对三维测头对宏进行调整,将测头移动到孔的中心位置,及时设定相应的坐标。在上述的基础上编写的宏,可以用来确定矩形产品的中心。
5调整磨损补偿
在加工工作开展过程中,如果机床外表面的刀具出现一定的破损,就会使得所加工产品的外表面尺寸出现较大的误差,反之,如果内表面的刀具存在磨损情况,内表面的尺寸就会减小,对于此种间题,工作人员可以通过儿何调整补偿解决相应的问题。但是,在实际的处理过程中,如果将破损的刀片更换成为新刀片,需要对原有的几何补偿量进行利用,如果不能找到最初数值,工作人员需要严格按照之前的方式从新对最初数值进行测量确定,造作较为复杂,所以,在实际的工作过程中不推荐此种做法,在工作过程中,由于新刀其都是从无磨损开始,然后依据刀具磨损的相关情况进行及时的调整,在刀具更换以后,初始值为零,不用对相应的几何值进行修改,能够有效避免补偿值的从新设定,都能够避免重新几何值进行设定。在应用过程中,由于控制系统所应用的是儿何补偿和磨损补偿的代数总和,在产品加工过程中,磨损补偿呈现负值,几何补偿呈现正值,如果应用直径值编程,则所有补偿尺寸均为唐损量的二倍。在加工过程中内表面以及外表面刀具的补偿方式相同,如图1所示。
在图1中,主要是对数控车削补偿校正外表面刀具的加工方法,尺寸所处位置的误差基本相同,所以,在实际工作中,可以选择任意部分的尺寸作为校正误差
图1中Z负向25mm处,中20可以以此作为选择对象, 6结语
综上所述,在数控机床加工中三维触发式测头的应用能够保证刀具以及各项数据的准确性,从面能够有效提高数控机床产品的质量。在实际应用过程中,工作人员应该及时的对各方面的细节进行
控制,只有这样才能三维触发式测头应用效果最大化。参考文献
[1]伸兴国.三维测头在数控加工中的应用[J].机床与液压,2015,43(4):165167.
[2]李志涨.一种基于压电薄膜的三维谱操触发测头系统设计[D].合肥工业大学2014.
[3]崔宁宁.幕永林,赵满怀.等.数控机床在线检测系统触发式测头的预行程误差实验研究[J].机械制造与自动化,2016,(03):5-7.
作者简介:翟培明(1987一),男,河南郑州人,本科,助理讲师,研究方向:数控技术,
方方数据