数控加工中心在线检测系统的误差分析与补偿方法
内容简介
 数控技术
数控技术数控加工中心在线检测系统的误差分析与补偿方法
王振锋
(广州工贸技师学院广东广州510425)
摘要:数控加工在战检测系统是日前机越加工和测量领域里集数控机床、融发式测头和计算机为一体的集成化系统。由于其高效率、高精度,大大提高了生产效益,使其在生产领域得到越来越多的应用。
关键调:在线检测半径补偿
中图分类号:TG659 1、概述
文献标识码:A
文章编号:1007-9416(2012)05-0016-01
2、在线检测系统的半径补偿
目前可用的测量方法中,从测量方式上有接触式测量和非接触式测量,从而将测头分为接触式测头和非接触式测头。与在线检测方式相对的是离线检测,即在加工完工件后,需要拆出工件并进行二次装卖,再进行测量的方式。二次装来会带来工件定位的误差,而在线检测则很好的削除了这种误差。以分别代表接触式和非接触式测头的接触式三坐标测量机(CMM)和光学CMM系统为例,从测量时间、测量精度、有效行程等指标对两个系统做了详细的比较。接触式在线检测方式正因为其有着精度高,可操作性高,分辩率高等优点,使其有着广泛的应用。
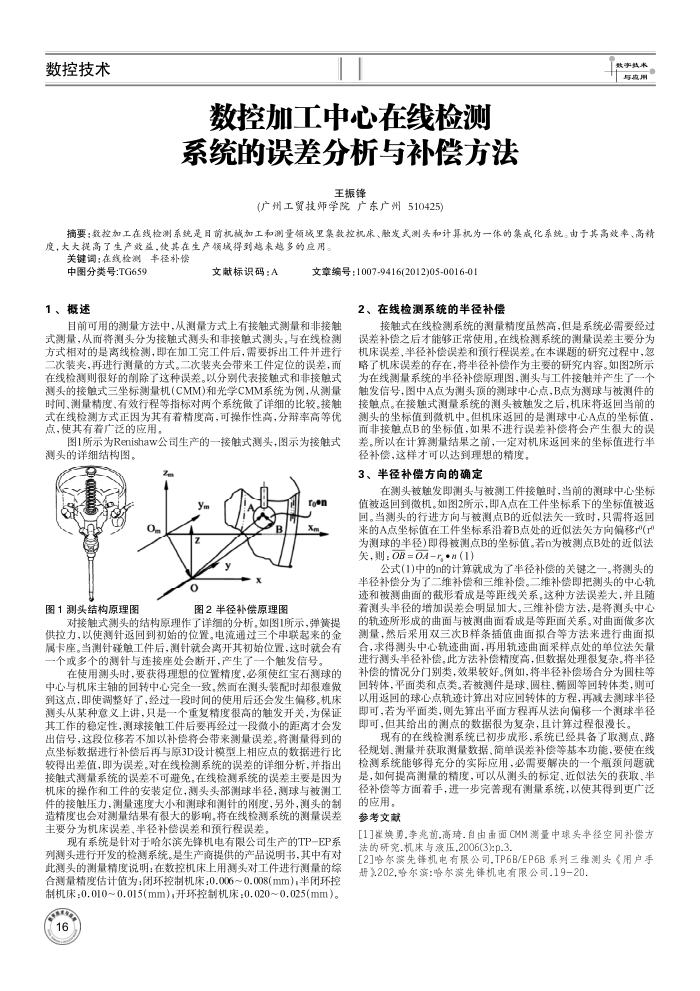
图1所示为Renishaw公司生产的一接触式测头,图示为接触式测头的详细结构图,
roen
图1测头结构原理图
图2半径补偿原理图
对接触式测头的结构原理作了详细的分析。如图1所示,弹簧提供拉力,以使测针返回到初始的位置。电流通过三个串联起来的金属卡座。当测针残单工件后,测针就会离开其初始位置,这时就会有
个或多个的测针与连接座处会断开,产生了
-个触发信号
在使用测头时,要获得理想的位置精度,必须使红宝石测球的中心与机床主轴的回转中心完全一致然面在测头装配时却很难做到这点,即使调整好了,经过一段时间的使用后还会发生偏移。机床测头从某种意义上讲,只是一个重复精度很高的触发开关,为保证其工作的稳定性,测球接触工件后要再经过一段微小的距离才会发出信号,这段位移若不加以补偿将会带来测量误差。将测量得到的
点坐标数据讲行补偿后
再与原3D设计锁型上租应点的数据进比
较得出差值,即为误差。对在线检测系统的误差的详细分析,并指出接触式测量系统的误差不可避免,在线检测系统的误差主要是因为机床的操作和工件的安装定位,测头头部测球半径,测球与被测工件的接触压力,测量速度大小和测球和测针的刚度,另外,测头的制造精度也会对测量结果有很大的影响,将在线检测系统的测量误差主要分为机床误差,率径补偿误差和预行程误差
现有系统是针对于哈尔滨先锋机电有限公司生产的TP-EP系列测头进行开发的检测系统。是生产商提供的产品说明书,其中有对此测头的测量精度说明:在数控机床上用测头对工件进行测量的综合测量精度估计值为:闭环控制机床:0.006~0.008(mm),半闭环控制机床:0.010~0.015(mm)开环控制机床:0.020~0.025(mm)。
接触式在线检测系统的测量精度虽然高,但是系统必需要经过误差补偿之后才能够正常使用。在线检测系统的测量误差主要分为机床误差,半径补偿误差和预行程误差。在本课题的研究过程中,忽略了机床误差的存在,将半径补偿作为主要的研究内容。如图2所示为在线测量系统的半径补偿原理图,测头与工件接触并产生了一个触发信号,图中A点为测头顶的测球中心点,B点为测球与被测件的接触点。在接触式测量系统的测头被触发之后,机床将返回当前的测头的坐标值到微机中。但机床返回的是测球中心A点的坐标值,而非接单点B的坐标值,如果不进行误差补偿将会产生很大的误差。所以在计算测量结果之前,一定对机床返回来的坐标值进行半
径补偿,这样才可以达到理想的精度。 3、半径补偿方向的确定
在测头被触发即测头与被测工件接单时,当前的测球中心坐标值被返回到微机。如图2所示,即A点在工件坐标系下的坐标值被返回。当测头的行进方向间与被测点B的近似法失一致时,只需将返回来的A点坐标值在工件坐标系沿着B点处的近似法失方向偏移(r 为测球的半径)即得被测点B的坐标值。若n为被测点B处的近似法失,:08=04,*n(1)
公式(1)中的n的计算就成为了半径补偿的关键之一。将测头的半径补偿分为了二维补偿和三维补偿。二维补偿即把测头的中心轨迹和被测曲面的截形看成是等距线关系。这种方法误差大,并且随着测头半径的增加误差会明显加大。三维补偿方法,是将测头中心的轨迹所形成的曲面与被测曲面看成是等距面关系。对曲面做多次测量,然后采用双三次B样条插值曲面拟合等方法来进行曲面拟合,求得测头中心轨迹曲面,再用轨迹曲面采样点处的单位法失量进行测头率径补偿。此方法补偿精度高,但数据处理很复杂。将半径补偿的情况分门别类,效果较好。例如,将半径补偿场合分为圆柱等回转体,平面类和点类。若被测件是球、圆柱、圆等回转体类,则可以用返回的球心点轨迹计算出对应回转体的方程,再减去测球半径即可,著为平
面类,则先算出平面方程再从法向偏移一
-个测球率径
即可,但其给出的测点的数据很为复杂,且计算过程很漫长。
现有的在线检测系统已初步成形,系统已经具备了取测点、路径规划、测量并获取测量数据、简单误差补偿等基本功能,要使在线检测系统能够得充分的实际应用,必需要解决的一个瓶颈问题就是,如何提高测量的精度,可以从测头的标定,近似法失的获取、率径补偿等方面着手,进一步完善现有测量系统,以使其得到更广泛乏
的应用。参考文献
[1]崔焕勇.李兆前.高琦.自由画面CMM测量中球头率径空间补偿方法的研究.机床与淡压,2006(3):p.3.
[2]尔滨先锋机电有限公司.TP6B/EP6B系列三维测头《用户手册202.哈尔滨:略尔滨先锋机电有限公司.19-20
上一章:特殊螺纹的数控车削加工
下一章:组态技术在机床实训装置中的应用