提高360M2烧结机配料秤自动控制系统运行率
内容简介
 数控技术
数控技术热字执务与质用
提高360M2烧结机配料秤自动控制系统运行率
何虎范永坤李秀丽王道俊
(河北钢铁集团宣钢检修公司电控一车间河北张家口075100)
摘要:宝钢烧结系统配料现场环境恶务,粉尘含量大,对现场使用的设备要求高,控制系统现场抗干扰能力弱,配料皮带评由于长时间运转产生的粘料、释体不平衡、皮带延长等原因,导致重量测量失准,所以,必须定期对皮带释进行校验。校验时,现场用转换开关将皮带启停方式调为机旁,通过电住器调节,控制皮带转速。但电位器调节不能进行精准调节,只能估调,不仅自动化控制程度不高,而且严重制约配料系统精度,所以须增加皮带自动启停和速度设定等程序。包括Quantum67160PLC远程控制s7_200,7_200中设计可以从融获屏直接输入肺该数以选程控制变频器,校评时微分计算并把校验链码重计积分计算以实现实物校验微差。从而提高360M2烧结机配料秤自动控制系统运行单。
关键词:PLCs7_200皮带秤中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2014)04-0020-01
宣钢360m烧结机控制系统采用三电一体化控制系统,按工艺流程共设有3个PLC控制站(包括仪表控制站,电力控制站及仪电共用的主抽风机控制站)。各控制站及远程I/O站布置在相应的变电所或控制室内。在电气楼中控室设有全厂控制系统操作站和工程师站,在主抽风机控制室设有单独的专用操作站。所有控制站、操作站、工程师站之间通过元余以太网连接,各变电所及控制室之间的以太网通过光纤连接。仪控配料秤、计量秤与相应的PLC控制站之间的数据交换通过PROFIBUS-DP通讯网络完成。自动控制系统实现对整个烧结机生产设备的联锁控制,实时数据的采集与分析,过程与设备状态的监控与报警,过程趋势数据的采集与处理,报表打印,画面显示。
1配料称运行故障分析
根据现状调查所得结果进一步分析其产生原因,采用统计方法因果图展示问题的全貌(人、机、料、环)。机械原因:校验数据不能恒定采集、外界信号干扰信号的采集与处理失真、秤体不平衡、计量不准确。人员原因:操作失误、操作不健全、操作维护人员工作量大,原料原因:物料流量波动大、圆盘下料结构不合理、料粒度与混度差、下料不稳。环境原因:数据采集偏差,现场湿度、灰尘大,现场设备运
转不良。 2实施对策
实施一:程序修改,对配料秤的定时校验是保证数据采集准确的必要的措施,原有校秤方式需通过人工机旁操作控制皮带速度,面调节旋钮的故障成了影响皮带速度稳定和校验精准的经常原因。要从根本上解决此间题,就要改变机旁操作的方式,在控制程序中编辑校秤程序,由中控控制皮带启停及速度。将现场电位器调节速度改为S7-200直接调节,修改S7-200程序,制作允许电控,仪控校秤按钮。
配料皮带秤采用西门子S7-200控制系统,CPU224CN,采集现场重量信号,通过ProfibusDP通讯协议与施耐德PLC进行数据交换。我们利用西门子S7-200和施前德PLC之间的通讯,在施耐德程序中制作校秤时皮带集中启动程序;西门子S7-200中加人输人变频器赫装数控制皮带启停及调速功能;在IFIX画面中制作电控允许启
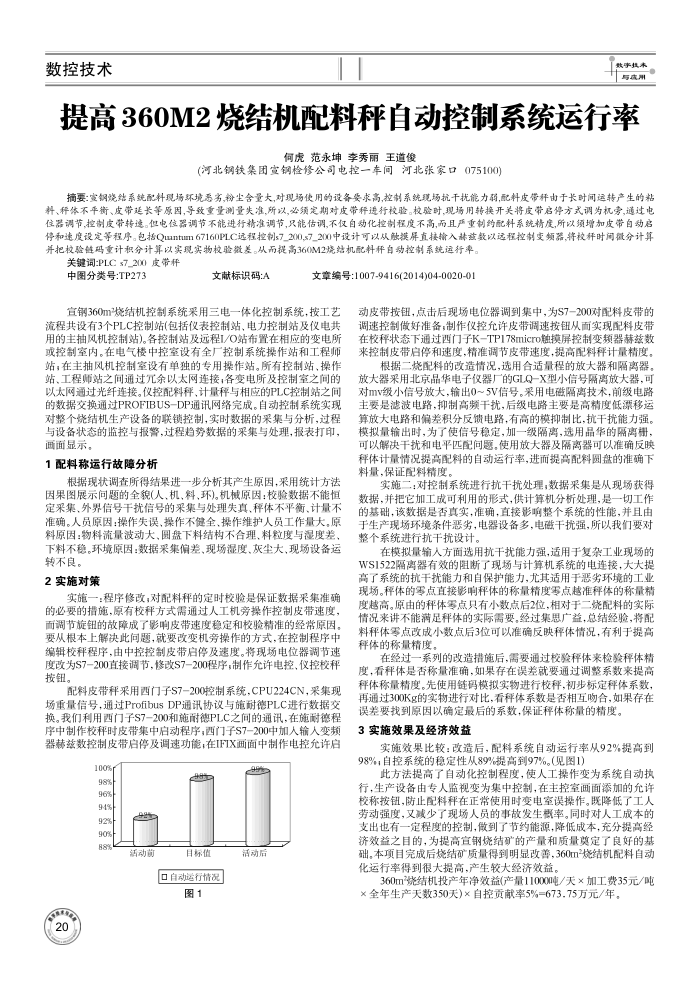
100% 98% 96% 94% 92% 90%
88%
活动前
目标值口自动运行情况
图1
活动后
动皮带按钮,点击后现场电位器调到集中,为S7一200对配料皮带的调速控制做好准备,制作仪控允许皮带调速按钮从面实现配料皮带在校秤状态下通过西门子K-TP178micro触摸屏控制变频器赫装数来控制皮带启停和速度,精准调节皮带速度,提高配料秤计量精度。
根据二烧配料的改造情况,选用合适量程的放大器和隔离器。放大器采用北京晶华电子仪器厂的GLQ-X型小信号隔离放大器,可对mv级小信号放大,输出0~5V信号。采用电磁隔离技术,前级电路主要是滤波电路,抑制高频干扰,后级电路主要是高精度低漂移运算放大电路和偏差积分反馈电路,有高的模抑制比,抗干扰能力强。模拟量输出时,为了使信号稳定,加一级隔离,选用品华的隔离栅,可以解决干扰和电平匹配问题。使用放大器及隔离器可以准确反映秤体计量情况提高配料的自动运行率,进而提高配料圆盘的准确下料量,保证配料精度。
实施二:对控制系统进行抗干扰处理;数据采集是从现场获得数据,并把它加工成可利用的形式,供计算机分析处理,是一切工作的基础,该数据是否真实,准确,直接影响整个系统的性能,并且由于生产现场环境条件恶劣,电器设备多,电磁干扰强,所以我们要对整个系统进行抗干扰设计。
在模拟量输人方面选用抗干扰能力强,适用于复杂工业现场的 WS1522隔离器有效的阻断了现场与计算机系统的电连接,大大提高了系统的抗干扰能力和自保护能力,尤其适用于恶劣环境的工业现场。秤体的零点直接影响秤体的称量精度零点越准秤体的称量精度越高。原由的秤体零点只有小数点后2位,相对于二烧配料的实际情况来讲不能满足秤体的实际需要,经过集思广益,总结经验,将配料秤体零点改成小数点后3位可以准确反映秤体情况,有利于提高秤体的称量精度
在经过一系列的改造措施后,需要通过校验秤体来检验秤体精度,看秤体是否称量准确,如果存在误差就要通过调整系数来提高秤体称量精度。先使用链码模拟实物进行校秤,初步标定秤体系数,再通过300Kg的实物进行对比,看秤体系数是否相互吻合,如果存在
误差要找到原固以确定最后的系数,保证秤体称量的精度。 3实施效果及经济效益
实施效果比较:改造后,配料系统自动运行率从92%提高到 98%;自控系统的稳定性从89%提高到97%(见图1)
此方法提高了自动化控制程度,使人工操作变为系统自动执行,生产设备由专人监视变为集中控制,在主控室画面添加的允许校称按钮,防止配料秤在正常使用时变电室误操作。既降低了工人劳动强度,文减少了现场人员的事故发生截率。同时对人工成本的支出也有一定程度的控制,做到了节约能源,降低成本,充分提高经济效益之目的,为提高宣钢烧结矿的产量和质量奠定了良好的基础,本项目完成后烧结矿质量得到明显改善,360m燃结机配料自动化运行率得到很大提高,产生较大经济效益,
360m烧结机投产年净效益(产量11000吨/天×加工费35元/吨 ×全年生产天数350天)×自控贡献率5%=673.75万元/年。
上一章:隧道监控系统自动化的设计探讨
下一章:PLC逻辑层在数控机床自动化控制中的应用