您当前的位置:首页>论文资料>基于PLC的工业稀酸全自动配制的实现
内容简介
 数控技术
数控技术基于PLC的工业稀酸全自动配制的实现
董辉
(中冶南方工程技术有限公司湖北武汉430223)
摘要:工业用稀酸道常利用水和浓酸按一定比例混合后配制的。本文首先介绍了工业稀酸配制的设备组成和具体配制过程,然后重点介绍了自动配制稀酸的程序流程,最后分新析了自动配制过程中的主要控制算法和程序设计。该方法不仅实现了工业稀酸的全自动配制,而且对于与此类仪的配液也具有一定借鉴作用。
关键调:稀酸配制全自动程序流程控制算法程序设计
中图分类号:TP399 1引言
文献标识码:A
文章编号:1007-9416(2013)01-0014-02
变化,配制稀酸前须由操作工根据现场实测的结果在HMI输人确认。在工艺参数设置完成后,由程序自动判断设置是否合理:1)稀酸浓度
工业生产过程中,工广一方面会产生大量的浓酸,另一方面文需要消耗大量的稀酸"。为了降低生产成本和实现循环再利用,稀酸通常采用工业水稀释浓酸的方法来配制。然而,目前稀酸配制仍以人工为主,由工人在现场手动开关进水阅和进酸阀,按一定比例向配制罐内加人水和浓酸,经揽拌混合均匀后获得。由于水和浓酸的加人量基本上靠人工目测,配制的稀酸浓度误差较大;浓酸的强蚀性对现场工人的人身安全构成严重威胁;现场工作环境恶劣。为解决稀酸配制过程中存在的上述间题,本文在已有西门子PLC2.的基础上借助Step7V5.4编程软件采用STL和LAD编程语言*开发
了一套自控程序,实现了工业稀酸全自动配制的过程。 2工业稀酸配制设备组成和过程
稀酸配制设备组成如图1所示,T-601A―浓酸储罐T-601B/ C一配制罐/投加罐,互为备用,P-601A/B一浓酸输送泵组,一用-备EV601A~F―电动阀,用于介质切断,SM-601B/C―配制罐内规拌机,P601C/D一稀酸输送泵组,一用一备,
工业稀酸配制具体过程为:主生产线上产生的新酸(浓酸)通过管道流入浓酸储罐T-601A存储起来。配制前时,首先从T-601B/ C中选择一个罐子作为配制罐,然后确定所需的稀酸浓度和体积,再根据已知的浓酸度计算出水的加人量和浓酸的加人量,其次,配制时先打开配制罐(T-601B或T-601C)的工业水管上的电动阀(EV601B或EV601D)注人工业水,待加人的水达到需要的加入量后关闭该电动阀;最后,打开配制罐的浓酸管道上的电动阀(EV601A 或EV601C),经浓酸输送泵P-601A/B输送所需的浓酸量,在兑人浓酸的同时开启配制罐内的搅拌机(SM-601B或SM-601C),使罐内
形成均勾的稀酸,完成配制过程。 3全自动配制程序流程
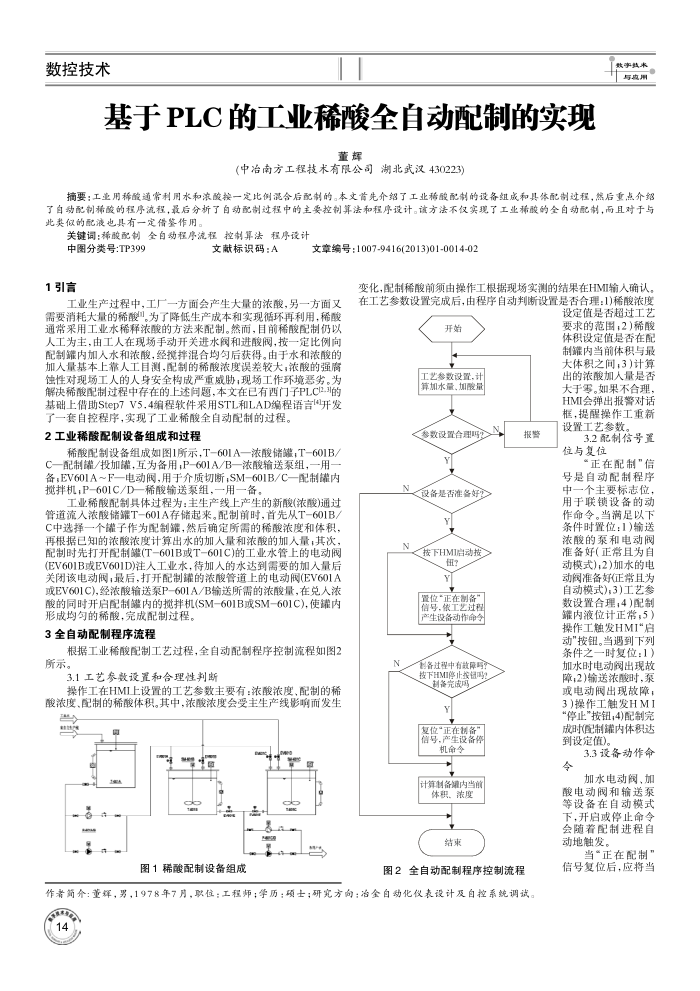
根据工业稀酸配制工艺过程,全自动配制程序控制流程如图2 所示。
3.1工艺参数设置和合理性判断
操作工在HMI上设置的工艺参数主要有:浓酸浓度、配制的稀酸浓度、配制的稀酸体积。其中,浓酸浓度会受主生产线影响而发生
图1稀酸配制设备组成
N
开始
工艺参数设置,计算加水量、加酸量
<参数设置合理吗》设备是否准备好全
Y
一按下HMI启动接
扭?
置位“正在制备” 信号,象工艺过程产生设备动作命令
制各过程中有故障鸣
按下HMI停止按钮码
制备完成码
复位“正在制备” 宿号,产生设备停
机命令
计算制备端内当前体积、浓度
结束
报警
图2全自动配制程序控制流程
作者简介:董群,男,1978年7月,职位:工程师;学历:项士;研究方向;冶全自动化仪表设计及自控系统调试,
设定值是否超过工艺要求的范图,2)稀酸体积设定值是否在配制罐内当前体积与最大体积之间:3)计算出的表酸加人量是否大于零。如果不合理, HMI会弹出报警对话框,提醒操作工重新设置工艺参数
3.2配制信号置位与复位
“正在配制"信号是自动配制程序中一个主要标志位,用于联锁设备的动作命令。当满足以下条件时置位:1)输送浓酸的泵和电动阀准备好(正常且为自动模式),2)加水的电动阅准备好(正常且为自动模式),3)工艺参数设置合理;4)配制罐内液位计正常,5)操作工触发HMI"启动"按钮。当遇到下列条件之一时复位:1)加水时电动阀出现故障,2)输送浓酸时,泵或电动阀出现故障, 3)操作工触发HMI“停止"按钮;4)配制完成时(配制罐内体积达到设定值)。
3.3设备动作命今
加水电动阀、加酸电动阀和输送泵等设备在自动模式下,开启或停止命令会随着配制进程自动地触发。
当“正在配制” 信号复位后,应将当
上一章:莱钢480m2烧结机烧冷自动控制系统的设计与应用
下一章:医院电气自动化设计研究